Bienvenidos a nuestra guía especializada sobre la compatibilidad del material fungible de metalografía con dos de las marcas más reconocidas en la industria: Buehler y Struers. En esta página, exploraremos la amplia gama de consumibles y accesorios compatibles con los equipos de estas marcas líderes en metalografía.
paños de pulido metalografia
Sobre Buehler y Struers
Buehler:
Buehler, reconocido por su excelencia en soluciones de preparación de muestras metalográficas, ofrece una extensa línea de equipos de alta calidad para laboratorios y aplicaciones industriales. Su compromiso con la innovación y la precisión los convierte en un referente en el campo de la metalografía.
Struers:
Struers es otra marca destacada en el mundo de la metalografía, conocida por sus equipos avanzados y consumibles de primera calidad. Su enfoque en la investigación y el desarrollo continúa impulsando avances significativos en la preparación de muestras para el análisis metalográfico.
resina en frio moldes
Compatibilidad del Material Fungible
Nuestro catálogo de material fungible está diseñado específicamente para ser compatible con equipos de Buehler y Struers, garantizando un rendimiento óptimo y resultados precisos en la preparación de muestras metalográficas. Ofrecemos una amplia gama de productos, incluyendo:
Discos de corte diamantados
Papel abrasivo
Discos de pulido
Productos químicos para el tratamiento de muestras
Soportes y portamuestras
Ventajas de Nuestro Material Fungible
Al elegir nuestros consumibles compatibles con Buehler y Struers, nuestros clientes se benefician de:
Calidad premium a precios competitivos.
Confiabilidad y consistencia en los resultados de preparación de muestras.
Amplia variedad de opciones para satisfacer diversas necesidades de aplicación.
Asesoramiento técnico experto para optimizar el proceso de preparación de muestras.
¿Por Qué Elegirnos?
Somos líderes en la provisión de material fungible de metalografía compatible con equipos de Buehler y Struers. Nuestra dedicación a la calidad, la precisión y la satisfacción del cliente nos distingue en el mercado.
Para obtener más información sobre nuestra línea de productos y cómo pueden mejorar su proceso de preparación de muestras, ¡contáctenos hoy mismo!
Como expertos en el campo de la metalografía y la preparación de muestras, sabemos lo importante que es controlar la dureza de los metales. La dureza es una medida crítica de la resistencia de un material a la deformación plástica, y puede tener un gran impacto en la vida útil y la integridad estructural de los componentes metálicos.
Microdurómetro Vickers Rockwell
En este artículo, cubriremos las generalidades del control de la dureza de los metales, incluyendo los diferentes métodos de medición de la dureza, las normas y estándares aplicables, y los factores que pueden afectar la precisión y la reproducibilidad de las mediciones.
Métodos de medición de la dureza
Hay varios métodos diferentes para medir la dureza de los metales, cada uno con sus propias ventajas y limitaciones. A continuación, describimos brevemente los métodos más comunes:
Ensayo de dureza Rockwell: este método implica presionar una punta de diamante o una bola de carburo de tungsteno en la superficie de la muestra y medir la profundidad de la huella resultante. La escala Rockwell se basa en la profundidad de la huella, y existen varias variantes del ensayo para diferentes aplicaciones.
Ensayo de dureza Brinell: en este método, se presiona una bola de acero endurecido en la muestra y se mide el diámetro de la huella resultante. La dureza se expresa en términos de la carga aplicada y la superficie de la huella.
Ensayo de dureza Vickers: en este método, se utiliza una pirámide de diamante con una carga específica para hacer una huella en la superficie de la muestra. La dureza se calcula en función del tamaño de la huella.
graph LR
A(Muestra metálica) --> B{Preparación de la muestra}
B --> C[Lijado]
B --> D[Pulido]
B --> E[Ataque químico]
A --> F{Método de ensayo}
F --> G[Ensayo de dureza Rockwell]
F --> H[Ensayo de dureza Brinell]
F --> I[Ensayo de dureza Vickers]
Normas y estándares aplicables
Para garantizar la precisión y la comparabilidad de las mediciones de dureza, se han establecido normas y estándares internacionales. Algunas de las normas más comunes son:
ASTM E10: esta norma cubre los procedimientos para la medición de la dureza Rockwell.
ASTM E18: esta norma cubre los procedimientos para la medición de la dureza Brinell.
ASTM E92: esta norma cubre los procedimientos para la medición de la dureza Vickers.
Factores que pueden afectar la precisión de las mediciones de dureza
Aunque los métodos de medición de la dureza son ampliamente aceptados y utilizados, existen varios factores que pueden afectar la precisión y la reproducibilidad de las mediciones. Algunos de estos factores incluyen:
La preparación de la superficie de la muestra.
La calidad y la geometría de la punta de ensayo.
La carga aplicada.
La estabilidad y la calibración del equipo de prueba.
En resumen, el control de la dureza de los metales es una tarea crítica para garantizar la integridad estructural y la vida útil de los componentes metálicos. Para lograr mediciones precisas y comparables de la dureza, es importante utilizar métodos de medición estandarizados y seguir las normas y estándares aplicables.
Además, se deben tomar medidas para minimizar los factores que pueden afectar la precisión y la reproducibilidad de las mediciones, como la preparación adecuada de la superficie de la muestra, la selección de una punta de ensayo adecuada y la calibración y mantenimiento regular del equipo de prueba.
En TECNIMETAL, ofrecemos una amplia gama de soluciones para el control de la dureza de los metales, incluyendo equipos de prueba de dureza de alta precisión, consumibles para la preparación de muestras y asesoramiento técnico especializado. Nuestro equipo de expertos está a su disposición para ayudarlo en todas sus necesidades de control de la dureza de los metales.
En conclusión, la medición y el control de la dureza de los metales son fundamentales para garantizar la calidad y la integridad de los componentes metálicos. Al utilizar métodos de medición estandarizados y seguir las normas y estándares aplicables, se pueden obtener mediciones precisas y comparables de la dureza. En TECNIMETAL, estamos comprometidos con brindar soluciones innovadoras y de alta calidad para el control de la dureza de los metales, y estamos a su disposición para ayudarlo en todas sus necesidades. ¡Contáctenos hoy para obtener más información!
Preguntas y respuestas sobre Control de la Dureza de Metales.
¿Qué es la dureza de los metales? La dureza de los metales es una medida de la resistencia de un material metálico a la deformación plástica o la penetración. Se utiliza comúnmente como un indicador de la resistencia a la abrasión y la capacidad de soportar cargas de alta presión.
¿Por qué es importante medir la dureza de los metales? La medición de la dureza de los metales es importante porque ayuda a garantizar la calidad y la integridad de los componentes metálicos. La dureza también puede ser un indicador de otras propiedades importantes de los metales, como la resistencia a la fatiga y la fragilidad.
¿Cómo se mide la dureza de los metales? La dureza de los metales se mide comúnmente mediante ensayos de dureza estandarizados, que implican la aplicación de una carga controlada sobre una superficie metálica y la medición de la indentación resultante. Algunos de los métodos de ensayo de dureza más comunes incluyen el ensayo Rockwell, el ensayo Brinell y el ensayo Vickers.
¿Qué factores pueden afectar la precisión de las mediciones de dureza? Los factores que pueden afectar la precisión de las mediciones de dureza incluyen la preparación inadecuada de la superficie de la muestra, la selección incorrecta de la punta de ensayo, la variación en la carga aplicada y la falta de calibración y mantenimiento regular del equipo de prueba.
¿Cómo se puede minimizar la variabilidad en las mediciones de dureza? Para minimizar la variabilidad en las mediciones de dureza, se deben seguir procedimientos estandarizados de preparación de muestras y ensayo, se deben seleccionar puntas de ensayo adecuadas y se deben calibrar y mantener regularmente el equipo de prueba. También es importante minimizar la influencia de factores externos, como la temperatura y la humedad.
¿Qué soluciones ofrece TECNIMETAL para el control de la dureza de los metales? En TECNIMETAL, ofrecemos una amplia gama de soluciones para el control de la dureza de los metales, incluyendo equipos de prueba de dureza de alta precisión, consumibles para la preparación de muestras y asesoramiento técnico especializado. Nuestro equipo de expertos está a su disposición para ayudarlo en todas sus necesidades de control de la dureza de los metales.
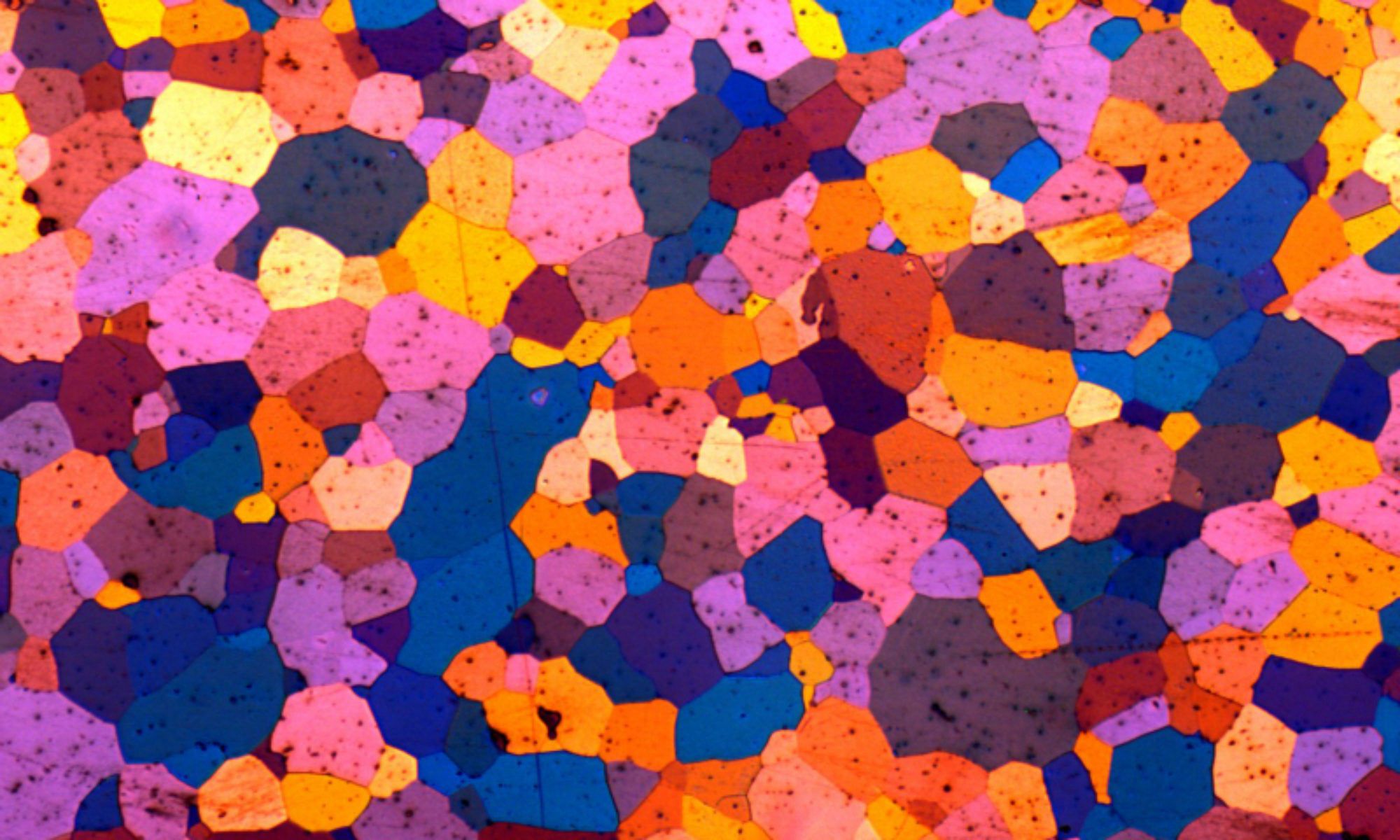
La metalografía y microscopía óptica son técnicas utilizadas en la investigación de materiales metálicos que permiten observar la microestructura de los mismos y analizar su composición química. En este artículo se describen los pasos a seguir para realizar estas técnicas, desde la preparación de las muestras hasta la observación en el microscopio y el análisis de la composición química.
Introducción
La metalografía y microscopía óptica son técnicas importantes en la investigación de materiales metálicos. La metalografía se enfoca en la observación de la microestructura del material, mientras que la microscopía óptica se enfoca en la observación de la composición química del mismo. Ambas técnicas se utilizan en la industria metalúrgica para la evaluación de materiales y el desarrollo de nuevos productos.
Preparación de muestras
La preparación de las muestras es una parte importante de la metalografía y microscopía óptica. Para la observación de la microestructura, es necesario cortar una sección transversal del material y pulirla hasta obtener una superficie lisa. La superficie se debe limpiar y luego atacar con un reactivo para resaltar las diferentes fases presentes en la microestructura.
Para la observación de la composición química, se debe preparar una muestra en forma de lámina delgada. La muestra se corta en secciones muy delgadas y se monta en una lámina de vidrio. La superficie de la lámina se pule hasta obtener una superficie lisa y luego se ataca con un reactivo para resaltar las diferentes fases presentes.
Observación de microestructuras
La observación de microestructuras se realiza utilizando un microscopio óptico. La muestra preparada se coloca en el portaobjetos y se observa a diferentes aumentos para identificar las diferentes fases presentes en la microestructura. Es posible utilizar diferentes técnicas de iluminación para mejorar la observación de las diferentes fases.
Es importante señalar que la observación de la microestructura requiere de experiencia y entrenamiento para poder identificar correctamente las diferentes fases presentes en el material. Además, es necesario utilizar una tabla de fases para ayudar en la identificación de las diferentes estructuras presentes.
Análisis de la composición química
La observación de la composición química se realiza utilizando un microscopio electrónico de barrido (SEM) y un espectrómetro de energía dispersiva (EDS). El SEM permite observar la muestra a alta resolución, mientras que el EDS permite analizar la composición química de las diferentes fases presentes.
La muestra preparada se coloca en el SEM y se observa a diferentes aumentos para identificar las diferentes fases presentes en la muestra. Luego, se utiliza el EDS para analizar la composición química de las
diferentes fases. El EDS funciona midiendo la energía de los rayos X emitidos por la muestra al ser bombardeada por electrones de alta energía en el SEM.
Interpretación de resultados
Una vez que se han realizado las técnicas de metalografía y microscopía óptica, es importante interpretar los resultados obtenidos. Para la observación de la microestructura, se debe identificar las diferentes fases presentes y evaluar su distribución y tamaño. Para el análisis de la composición química, se deben evaluar las proporciones de los diferentes elementos presentes en cada fase.
Es importante destacar que la interpretación de los resultados requiere de experiencia y conocimiento en la materia. Los resultados deben ser interpretados en función de la aplicación del material y de los requerimientos del producto final.
Aplicaciones de la metalografía y microscopía óptica
La metalografía y microscopía óptica tienen diversas aplicaciones en la industria metalúrgica. Estas técnicas se utilizan para la evaluación de materiales, desarrollo de nuevos productos, control de calidad y resolución de problemas. La metalografía y microscopía óptica son esenciales en la investigación y desarrollo de nuevos materiales y en la mejora de la calidad de los materiales existentes.
Conclusiones
En conclusión, la metalografía y microscopía óptica son técnicas importantes en la investigación de materiales metálicos. La preparación de las muestras, la observación de la microestructura y el análisis de la composición química son pasos fundamentales en la realización de estas técnicas. La interpretación de los resultados obtenidos requiere de experiencia y conocimiento en la materia. La metalografía y microscopía óptica tienen diversas aplicaciones en la industria metalúrgica, lo que las hace esenciales en el desarrollo y mejora de nuevos productos.
Preguntas frecuentes
¿Qué es la metalografía? La metalografía es la técnica utilizada para observar la microestructura de los materiales metálicos.
¿Qué es la microscopía óptica? La microscopía óptica es la técnica utilizada para observar la composición química de los materiales metálicos.
¿Cuál es la importancia de la metalografía y microscopía óptica en la industria metalúrgica? La metalografía y microscopía óptica son esenciales en la investigación y desarrollo de nuevos materiales y en la mejora de la calidad de los materiales existentes.
¿Cuál es la diferencia entre la observación de la microestructura y el análisis de la composición química? La observación de la microestructura se enfoca en identificar las diferentes fases presentes en el material, mientras que el análisis de la composición química se enfoca en identificar los elementos presentes en cada fase.
¿Qué se debe hacer una vez que se han obtenido los resultados de la metalografía y microscopía óptica? Es importante interpretar los resultados en función de la aplicación del material y de los requerimientos del producto final.
En la industria de la fabricación y la ingeniería, la capacidad de predecir las propiedades mecánicas de los metales es crucial para el éxito del diseño y la producción. La microestructura del metal juega un papel fundamental en la determinación de sus propiedades mecánicas, como la dureza, la resistencia y la ductilidad. Este artículo analiza la relación entre la microestructura de los metales y sus propiedades mecánicas, con un enfoque especial en la influencia de la temperatura y la velocidad de enfriamiento en la microestructura y la dureza del metal.
Introducción
La microestructura del metal se refiere a la estructura de cristal y grano de un metal a nivel microscópico. Está determinada por factores como la composición química del metal, la temperatura y la velocidad de enfriamiento durante el proceso de fabricación. La microestructura afecta directamente las propiedades mecánicas del metal, incluyendo su dureza, resistencia y ductilidad. En este artículo, exploraremos cómo la microestructura del metal influye en sus propiedades mecánicas, centrándonos en la influencia de la temperatura y la velocidad de enfriamiento.
Composición y Estructura de la Microestructura del Metal
La microestructura del metal se compone de tres partes principales: la estructura de cristal, la estructura de grano y la estructura de defectos. La estructura de cristal se refiere a la forma en que los átomos del metal están organizados en su red cristalina. La estructura de grano describe cómo se agrupan los cristales en un metal y la estructura de defectos incluye las imperfecciones en la estructura cristalina, como las vacantes y los dislocaciones.
Influencia de la Temperatura en la Microestructura y Propiedades Mecánicas del Metal
La temperatura de fabricación de un metal tiene una gran influencia en su microestructura y, por lo tanto, en sus propiedades mecánicas. A temperaturas altas, los átomos del metal tienen una mayor movilidad y pueden difundir a través de la estructura cristalina del metal, lo que resulta en la formación de granos más grandes. A bajas temperaturas, los átomos tienen menos movilidad, lo que lleva a la formación de granos más pequeños.
Los granos más grandes tienen menos límites de grano, lo que reduce la resistencia del metal y lo hace más dúctil. Por otro lado, los granos más pequeños tienen más límites de grano, lo que aumenta la resistencia del metal y lo hace más duro y quebradizo. Por lo tanto, la temperatura de fabricación es un factor clave en la determinación de la dureza y la ductilidad del metal.
Influencia de la Velocidad de Enfriamiento en la Microestructura y Propiedades Mecánicas del Metal
La velocidad de enfriamiento también tiene una gran influencia en la microestructura y las propiedades mecánicas del metal. Cuando un metal se enfría rápidamente, los átomos no tienen suficiente tiempo para difundir y formar granos grandes. En su lugar, se forman granos más pequeños y más numerosos, lo que aumenta la resistencia y la dureza del metal.
Por otro lado, cuando un metal se enfría lentamente, los átomos tienen más tiempo para difundir y formar granos más grandes. Esto reduce la resistencia del metal y lo hace más dúctil. Por lo tanto, la velocidad de enfriamiento es un factor importante a considerar al diseñar procesos de fabricación de metales.
Técnicas para Controlar la Microestructura del Metal
Existen varias técnicas para controlar la microestructura del metal y, por lo tanto, sus propiedades mecánicas. Una técnica común es el tratamiento térmico, que implica calentar y enfriar el metal en un proceso controlado para manipular su microestructura. Otras técnicas incluyen la deformación plástica y la aleación controlada.
Conclusión
La microestructura del metal juega un papel crucial en la determinación de sus propiedades mecánicas, como la dureza, la resistencia y la ductilidad. La temperatura y la velocidad de enfriamiento durante el proceso de fabricación son factores clave que afectan la microestructura y, por lo tanto, las propiedades mecánicas del metal. Es importante considerar estos factores al diseñar procesos de fabricación para obtener las propiedades mecánicas deseadas del metal.
Preguntas Frecuentes
¿Por qué es importante entender la microestructura del metal? Es importante entender la microestructura del metal porque influye directamente en sus propiedades mecánicas, lo que a su vez afecta su uso en la industria.
¿Qué es la estructura de cristal en la microestructura del metal? La estructura de cristal se refiere a la forma en que los átomos del metal están organizados en su red cristalina.
¿Cómo afecta la temperatura de fabricación del metal a su microestructura y propiedades mecánicas? A temperaturas altas, los átomos del metal tienen una mayor movilidad y pueden difundir a través de la estructura cristalina del metal, lo que resulta en la formación de granos más grandes. A bajas temperaturas, los átomos tienen menos movilidad, lo que lleva a la formación de granos más pequeños.
¿Cómo afecta la velocidad de enfriamiento a la microestructura del metal? Cuando un metal se enfría rápidamente, se forman granos más pequeños y más numerosos, lo que aumenta la resistencia y la dureza del metal. Cuando un metal se enfría lentamente, se forman granos más grandes, lo que reduce la resistencia del metal y lo hace más dúctil.
¿Qué técnicas se utilizan para controlar la microestructura del metal? Algunas técnicas comunes incluyen el tratamiento térmico, la deformación plástica y la aleación controlada.
La metalografía es la ciencia que estudia las propiedades de los metales y las aleaciones mediante la observación y análisis de su microestructura. Esta disciplina es esencial en la fabricación y producción de materiales, y es una herramienta clave en la resolución de problemas de calidad y rendimiento. En este artículo, se proporcionará una introducción completa a la metalografía, cubriendo los conceptos básicos de la preparación de muestras, técnicas de observación y análisis de microestructuras.
1. ¿Qué es la metalografía?
La metalografía es la rama de la metalurgia que estudia la estructura interna de los metales y aleaciones, así como las propiedades mecánicas y físicas asociadas a esta estructura. La metalografía es fundamental para entender la relación entre la microestructura de los materiales y sus propiedades, y para determinar cómo se comportarán en diferentes condiciones.
1.1. ¿Por qué es importante la metalografía?
La metalografía es una herramienta indispensable para la fabricación y producción de materiales. Al entender la microestructura de un material, es posible optimizar su rendimiento y calidad, y prevenir fallos y defectos en su uso. La metalografía también es útil para la investigación y el desarrollo de nuevos materiales, así como para la resolución de problemas de calidad y rendimiento en la producción.
1.2. ¿Cómo se estudia la microestructura de los metales?
La microestructura de los metales y aleaciones se estudia mediante técnicas de observación y análisis en el microscopio óptico y electrónico. Estas técnicas permiten visualizar y analizar la estructura interna de los materiales a diferentes escalas, desde micrométricas hasta nanométricas.
2. Preparación de muestras metalográficas
La preparación adecuada de muestras es esencial para la observación y análisis de la microestructura de los metales y aleaciones. El proceso de preparación de muestras involucra varias etapas, incluyendo corte, desbaste, pulido, ataque químico y limpieza.
2.1. Corte de muestras metalográficas
El corte es la primera etapa en la preparación de muestras metalográficas y consiste en la separación de una muestra de metal o aleación de su entorno. El corte se realiza con una sierra de corte diamantada o con una cortadora de disco.
Cortadora metalográfica
2.2. Desbaste de muestras metalográficas
El desbaste es la segunda etapa en la preparación de muestras metalográficas y consiste en reducir el tamaño de la muestra mediante la eliminación de material. El desbaste se realiza con una lijadora o esmeriladora.
Pulidora metalográfica
2.3. Pulido de muestras metalográficas
El pulido es la tercera etapa en la preparación de muestras metalográficas y consiste en el alisado de la superficie de la muestra. El pulido se realiza con una máquina de pulido y papel de lija de diferentes tamaños de grano.
2.4. Ataque químico de muestras metalográficas
El ataque químico es la cuarta etapa en la preparación de muestras metalográficas y consiste en el uso de ácidos u otros reactivos para revelar la microestructura de la muestra. Los ácidos más comunes utilizados en la metalografía son el ácido nítrico, el ácido clorhídrico y el ácido sulfúrico.
2.5. Limpieza de muestras metalográficas
La limpieza es la última etapa en la preparación de muestras metalográficas y consiste en eliminar cualquier residuo de los procesos anteriores. La limpieza se realiza con alcohol, acetona u otros disolventes.
Alcohol Isopropílico o acetona para limpiar las muestras metalográficas
3. Técnicas de observación de la microestructura
Una vez preparadas las muestras, se pueden observar y analizar mediante diferentes técnicas.
3.1. Microscopía óptica
La microscopía óptica es la técnica más comúnmente utilizada en la metalografía y consiste en la observación de la muestra a través de un microscopio de luz. Esta técnica permite la observación de la microestructura a una escala macroscópica.
Microsopio metalografico invertido DS para metalografia
3.2. Microscopía electrónica
La microscopía electrónica es una técnica más avanzada que permite la observación de la microestructura a una escala microscópica. Existen dos tipos de microscopios electrónicos: el microscopio electrónico de barrido (SEM) y el microscopio electrónico de transmisión (TEM).
3.3. Difracción de rayos X
La difracción de rayos X es una técnica que permite la determinación de la estructura cristalina de los materiales. Esta técnica se utiliza para determinar la presencia de fases cristalinas y para analizar la composición química de las mismas.
4. Análisis de la microestructura
El análisis de la microestructura permite determinar las propiedades mecánicas y físicas de los materiales. Este análisis incluye la observación de la morfología de la microestructura, la determinación de la cantidad y distribución de las fases, la medición de las dimensiones de las fases y la determinación de la composición química de las mismas.
4.1. Morfología de la microestructura
La morfología de la microestructura se refiere a la forma y tamaño de las diferentes fases que componen la muestra. La observación de la morfología permite determinar la forma en que las fases interactúan entre sí.
4.2. Cantidad y distribución de las fases
La cantidad y distribución de las fases se refiere a la proporción de cada fase presente en la muestra y cómo están distribuidas en la misma. Esta información es importante para determinar las propiedades mecánicas y físicas del material.
4.3. Medición de las dimensiones de las fases
La medición de las dimensiones de las fases permite determinar el tamaño y la forma de las mismas. Esto es importante para comprender cómo las fases interactúan y afectan las propiedades del material.
4.4. Composición química de las fases
La determinación de la composición química de las fases permite conocer la presencia de elementos y compuestos en la muestra. Esto es importante para entender las propiedades químicas del material.
Conclusiones
La metalografía es una técnica esencial para la investigación y desarrollo de materiales. La preparación de muestras metalográficas es un proceso clave que requiere atención a los detalles y la aplicación de técnicas específicas. La observación y análisis de la microestructura es fundamental para entender las propiedades mecánicas y físicas de los materiales.
Preguntas frecuentes
¿Qué es la metalografía? La metalografía es una técnica de estudio de los materiales que se enfoca en la observación de la microestructura de los mismos.
¿Para qué se utiliza la metalografía? La metalografía se utiliza para entender las propiedades mecánicas y físicas de los materiales, lo que es esencial para su investigación y desarrollo.
¿Cómo se preparan las muestras metalográficas? Las muestras se preparan mediante una serie de procesos que incluyen el corte, pulido, desbaste y ataque químico.
¿Qué técnicas se utilizan para la observación de la microestructura? Las técnicas más comunes son la microscopía óptica, la microscopía electrónica y la difracción de rayos X.
¿Qué información se puede obtener del análisis de la microestructura? Se puede obtener información sobre la morfología, cantidad y distribución de las fases, medición de las dimensiones de las fases y composición química de las mismas.
En este artículo, vamos a hablar sobre la metalografía cuantitativa, una técnica que se utiliza en el análisis de metales y aleaciones. La metalografía cuantitativa es una herramienta muy útil para los ingenieros y los científicos que trabajan en la industria de los materiales.
La metalografía cuantitativa es una técnica de análisis de materiales que se utiliza para determinar las propiedades de los metales y aleaciones. Esta técnica se basa en el uso de microscopios ópticos y electrónicos para examinar la microestructura de los materiales.
¿Cómo funciona la metalografía cuantitativa?
La metalografía cuantitativa funciona examinando la microestructura de los materiales utilizando microscopios ópticos y electrónicos. La microestructura de un material se refiere a la forma en que están dispuestos los granos, las fases y las inclusiones dentro del material.
Microsopio metalografico invertido DS para metalografia
La metalografía cuantitativa se utiliza para determinar la cantidad de fases y las propiedades de cada fase en una muestra de material. Esto se logra mediante el uso de técnicas de análisis de imagen y software de procesamiento de imágenes.
¿Para qué se utiliza la metalografía cuantitativa?
La metalografía cuantitativa se utiliza en una amplia variedad de aplicaciones, como la investigación de materiales, la producción de metales y aleaciones, la inspección de la calidad de los materiales, el control de calidad y el desarrollo de nuevos materiales.
¿Cómo se realiza la metalografía cuantitativa?
La metalografía cuantitativa se realiza mediante la preparación de una muestra de material y su posterior examen utilizando microscopios ópticos y electrónicos. La preparación de la muestra implica el corte, el pulido y el ataque químico de la muestra para exponer su microestructura.
Una vez que la muestra ha sido preparada, se examina utilizando un microscopio óptico para obtener una imagen de la microestructura. Luego se utiliza un software de procesamiento de imágenes para analizar la imagen y determinar la cantidad de fases y las propiedades de cada fase en la muestra.
Conclusión
En conclusión, la metalografía cuantitativa es una técnica de análisis de materiales muy útil que se utiliza para determinar las propiedades de los metales y aleaciones. Esta técnica se utiliza en una amplia variedad de aplicaciones, desde la investigación de materiales, hasta la producción de metales y aleaciones y el control de calidad.
Esperamos que este artículo haya sido útil para comprender la metalografía cuantitativa y su importancia en la industria de los materiales. Si tiene alguna pregunta o comentario, no dude en ponerse en contacto con nosotros.
Cubierta de FRP completamente moldeada. El diseño de disco de cambio rápido permite utilizar discos con diferentes granos / paño de pulido en los pasos deseados.
La cortadora metalográfica de precisión para cortar todo tipo de materiales con alta velocidad, husillo variable. Imprescindible para rebanar componentes de ingeniería de superficie, aplicaciones duras y sensibles. Preferido por laboratorios de investigación.
Capacidad de corte hasta 60 mm de diámetro
Movimiento "Z" hasta 40 mm
Motor trifásico de 2 HP
velocidad variable 100-5000 rpm
Disco de diamante o abrasivo de hasta 8 "(200 mm) de diámetro
Tamaño de la máquina: 845 x 784 X 600 mm
Pantalla táctil a color
Pantalla táctil con programas preestablecidos
Movimiento de tres ejesPuerta corrediza
Mesa de cort
Mesa de corte
Mesa de corte grande con ranura en T móvil - 250 x 200 mm
sistema de bloqueo
sistema de bloqueo de seguridad de la puerta
Característica de seguridad adicional donde la puerta no se puede abrir a menos que se detenga el proceso de corte
Tornillo de banco de sujeción rápida
Accesorios Opcionales para cortadora metalográfica
Sistema de marcado de líneas láser
Para conocer de antemano el área de corte exacta
Digestor de humos
Esto ayuda a recircular el humo causado al cortar el refrigerante. Da una visión clara sobre el proceso de corte y también evita peligros para la salud humana.
Instalación de corte en serie
Loto Switch & Tag out
Durante el mantenimiento y las averías, el interruptor Loto se puede apagar y bloquear con la llave de etiqueta. Esto evita encender la máquina por error y evita daños
La nueva cortadora metalografica TEKNICUT PRO series esta pensada con detalle para el cliente profesional, que necesita cortar con precision y de la manera mas comoda y rápida posible.
Cortadora metalografica TEKNICUT PRO M de mesa.
Luz led en el interior para poder hacer un seguimiento del corte en tiempo real.
La mesa soporte de la cortadora, se une a la cortadora en un solo bloque, evita problemas de nivelación entre ambos. La mesa soporte guarda en su interior el deposito del refrigerante de una forma elegante, el refrigerante se puede cambiar, comodamente con su sistema de ruedas que permite la extracion comodamente.
La puerta de la mesa soporte, incluye detalles, tales como diferentes compartimentos para guardar herramientas, discos de corte, etc.
Una apertura lateral permite cortar piezas muy largas en una cortadora metalografica de dimensiones medias.
La cama interior de la cortadora , esta diseñada con ranura en T para poder insertar fácilmente los distintos tipos de mordazas.
La cortadora para metalografía TEKNICUT PRO es el complemento perfecto de la pulidora TEKNIPOL PRO
Características técnicas de la cortadora metalografica:
•Capacidad de corte hasta 60 mm (puede variar dependiendo del material y la geometria)
•Velocidad de eje: 2800 RPM
•Diametro de disco Max 10”( 250mm)
•Potencia 3 HP, con motor trifásico .
•Movimiento manual del eje Z
•Cama con ranura en T : 110mm x 200mm con 10mm T-Slot – 2 Nos.
Utilizamos cookies para asegurar que damos la mejor experiencia al usuario en nuestra web. Si sigues utilizando este sitio asumiremos que estás de acuerdo.




















{kind=link}
{kind=link}
{kind=link}