Bienvenidos a nuestra guía especializada sobre la compatibilidad del material fungible de metalografía con dos de las marcas más reconocidas en la industria: Buehler y Struers. En esta página, exploraremos la amplia gama de consumibles y accesorios compatibles con los equipos de estas marcas líderes en metalografía.
paños de pulido metalografia
Sobre Buehler y Struers
Buehler:
Buehler, reconocido por su excelencia en soluciones de preparación de muestras metalográficas, ofrece una extensa línea de equipos de alta calidad para laboratorios y aplicaciones industriales. Su compromiso con la innovación y la precisión los convierte en un referente en el campo de la metalografía.
Struers:
Struers es otra marca destacada en el mundo de la metalografía, conocida por sus equipos avanzados y consumibles de primera calidad. Su enfoque en la investigación y el desarrollo continúa impulsando avances significativos en la preparación de muestras para el análisis metalográfico.
resina en frio moldes
Compatibilidad del Material Fungible
Nuestro catálogo de material fungible está diseñado específicamente para ser compatible con equipos de Buehler y Struers, garantizando un rendimiento óptimo y resultados precisos en la preparación de muestras metalográficas. Ofrecemos una amplia gama de productos, incluyendo:
Discos de corte diamantados
Papel abrasivo
Discos de pulido
Productos químicos para el tratamiento de muestras
Soportes y portamuestras
Ventajas de Nuestro Material Fungible
Al elegir nuestros consumibles compatibles con Buehler y Struers, nuestros clientes se benefician de:
Calidad premium a precios competitivos.
Confiabilidad y consistencia en los resultados de preparación de muestras.
Amplia variedad de opciones para satisfacer diversas necesidades de aplicación.
Asesoramiento técnico experto para optimizar el proceso de preparación de muestras.
¿Por Qué Elegirnos?
Somos líderes en la provisión de material fungible de metalografía compatible con equipos de Buehler y Struers. Nuestra dedicación a la calidad, la precisión y la satisfacción del cliente nos distingue en el mercado.
Para obtener más información sobre nuestra línea de productos y cómo pueden mejorar su proceso de preparación de muestras, ¡contáctenos hoy mismo!
La metalografía y microscopía óptica son técnicas utilizadas en la investigación de materiales metálicos que permiten observar la microestructura de los mismos y analizar su composición química. En este artículo se describen los pasos a seguir para realizar estas técnicas, desde la preparación de las muestras hasta la observación en el microscopio y el análisis de la composición química.
Introducción
La metalografía y microscopía óptica son técnicas importantes en la investigación de materiales metálicos. La metalografía se enfoca en la observación de la microestructura del material, mientras que la microscopía óptica se enfoca en la observación de la composición química del mismo. Ambas técnicas se utilizan en la industria metalúrgica para la evaluación de materiales y el desarrollo de nuevos productos.
Preparación de muestras
La preparación de las muestras es una parte importante de la metalografía y microscopía óptica. Para la observación de la microestructura, es necesario cortar una sección transversal del material y pulirla hasta obtener una superficie lisa. La superficie se debe limpiar y luego atacar con un reactivo para resaltar las diferentes fases presentes en la microestructura.
Para la observación de la composición química, se debe preparar una muestra en forma de lámina delgada. La muestra se corta en secciones muy delgadas y se monta en una lámina de vidrio. La superficie de la lámina se pule hasta obtener una superficie lisa y luego se ataca con un reactivo para resaltar las diferentes fases presentes.
Observación de microestructuras
La observación de microestructuras se realiza utilizando un microscopio óptico. La muestra preparada se coloca en el portaobjetos y se observa a diferentes aumentos para identificar las diferentes fases presentes en la microestructura. Es posible utilizar diferentes técnicas de iluminación para mejorar la observación de las diferentes fases.
Es importante señalar que la observación de la microestructura requiere de experiencia y entrenamiento para poder identificar correctamente las diferentes fases presentes en el material. Además, es necesario utilizar una tabla de fases para ayudar en la identificación de las diferentes estructuras presentes.
Análisis de la composición química
La observación de la composición química se realiza utilizando un microscopio electrónico de barrido (SEM) y un espectrómetro de energía dispersiva (EDS). El SEM permite observar la muestra a alta resolución, mientras que el EDS permite analizar la composición química de las diferentes fases presentes.
La muestra preparada se coloca en el SEM y se observa a diferentes aumentos para identificar las diferentes fases presentes en la muestra. Luego, se utiliza el EDS para analizar la composición química de las
diferentes fases. El EDS funciona midiendo la energía de los rayos X emitidos por la muestra al ser bombardeada por electrones de alta energía en el SEM.
Interpretación de resultados
Una vez que se han realizado las técnicas de metalografía y microscopía óptica, es importante interpretar los resultados obtenidos. Para la observación de la microestructura, se debe identificar las diferentes fases presentes y evaluar su distribución y tamaño. Para el análisis de la composición química, se deben evaluar las proporciones de los diferentes elementos presentes en cada fase.
Es importante destacar que la interpretación de los resultados requiere de experiencia y conocimiento en la materia. Los resultados deben ser interpretados en función de la aplicación del material y de los requerimientos del producto final.
Aplicaciones de la metalografía y microscopía óptica
La metalografía y microscopía óptica tienen diversas aplicaciones en la industria metalúrgica. Estas técnicas se utilizan para la evaluación de materiales, desarrollo de nuevos productos, control de calidad y resolución de problemas. La metalografía y microscopía óptica son esenciales en la investigación y desarrollo de nuevos materiales y en la mejora de la calidad de los materiales existentes.
Conclusiones
En conclusión, la metalografía y microscopía óptica son técnicas importantes en la investigación de materiales metálicos. La preparación de las muestras, la observación de la microestructura y el análisis de la composición química son pasos fundamentales en la realización de estas técnicas. La interpretación de los resultados obtenidos requiere de experiencia y conocimiento en la materia. La metalografía y microscopía óptica tienen diversas aplicaciones en la industria metalúrgica, lo que las hace esenciales en el desarrollo y mejora de nuevos productos.
Preguntas frecuentes
¿Qué es la metalografía? La metalografía es la técnica utilizada para observar la microestructura de los materiales metálicos.
¿Qué es la microscopía óptica? La microscopía óptica es la técnica utilizada para observar la composición química de los materiales metálicos.
¿Cuál es la importancia de la metalografía y microscopía óptica en la industria metalúrgica? La metalografía y microscopía óptica son esenciales en la investigación y desarrollo de nuevos materiales y en la mejora de la calidad de los materiales existentes.
¿Cuál es la diferencia entre la observación de la microestructura y el análisis de la composición química? La observación de la microestructura se enfoca en identificar las diferentes fases presentes en el material, mientras que el análisis de la composición química se enfoca en identificar los elementos presentes en cada fase.
¿Qué se debe hacer una vez que se han obtenido los resultados de la metalografía y microscopía óptica? Es importante interpretar los resultados en función de la aplicación del material y de los requerimientos del producto final.
La metalografía es la ciencia que estudia las propiedades de los metales y las aleaciones mediante la observación y análisis de su microestructura. Esta disciplina es esencial en la fabricación y producción de materiales, y es una herramienta clave en la resolución de problemas de calidad y rendimiento. En este artículo, se proporcionará una introducción completa a la metalografía, cubriendo los conceptos básicos de la preparación de muestras, técnicas de observación y análisis de microestructuras.
1. ¿Qué es la metalografía?
La metalografía es la rama de la metalurgia que estudia la estructura interna de los metales y aleaciones, así como las propiedades mecánicas y físicas asociadas a esta estructura. La metalografía es fundamental para entender la relación entre la microestructura de los materiales y sus propiedades, y para determinar cómo se comportarán en diferentes condiciones.
1.1. ¿Por qué es importante la metalografía?
La metalografía es una herramienta indispensable para la fabricación y producción de materiales. Al entender la microestructura de un material, es posible optimizar su rendimiento y calidad, y prevenir fallos y defectos en su uso. La metalografía también es útil para la investigación y el desarrollo de nuevos materiales, así como para la resolución de problemas de calidad y rendimiento en la producción.
1.2. ¿Cómo se estudia la microestructura de los metales?
La microestructura de los metales y aleaciones se estudia mediante técnicas de observación y análisis en el microscopio óptico y electrónico. Estas técnicas permiten visualizar y analizar la estructura interna de los materiales a diferentes escalas, desde micrométricas hasta nanométricas.
2. Preparación de muestras metalográficas
La preparación adecuada de muestras es esencial para la observación y análisis de la microestructura de los metales y aleaciones. El proceso de preparación de muestras involucra varias etapas, incluyendo corte, desbaste, pulido, ataque químico y limpieza.
2.1. Corte de muestras metalográficas
El corte es la primera etapa en la preparación de muestras metalográficas y consiste en la separación de una muestra de metal o aleación de su entorno. El corte se realiza con una sierra de corte diamantada o con una cortadora de disco.
Cortadora metalográfica
2.2. Desbaste de muestras metalográficas
El desbaste es la segunda etapa en la preparación de muestras metalográficas y consiste en reducir el tamaño de la muestra mediante la eliminación de material. El desbaste se realiza con una lijadora o esmeriladora.
Pulidora metalográfica
2.3. Pulido de muestras metalográficas
El pulido es la tercera etapa en la preparación de muestras metalográficas y consiste en el alisado de la superficie de la muestra. El pulido se realiza con una máquina de pulido y papel de lija de diferentes tamaños de grano.
2.4. Ataque químico de muestras metalográficas
El ataque químico es la cuarta etapa en la preparación de muestras metalográficas y consiste en el uso de ácidos u otros reactivos para revelar la microestructura de la muestra. Los ácidos más comunes utilizados en la metalografía son el ácido nítrico, el ácido clorhídrico y el ácido sulfúrico.
2.5. Limpieza de muestras metalográficas
La limpieza es la última etapa en la preparación de muestras metalográficas y consiste en eliminar cualquier residuo de los procesos anteriores. La limpieza se realiza con alcohol, acetona u otros disolventes.
Alcohol Isopropílico o acetona para limpiar las muestras metalográficas
3. Técnicas de observación de la microestructura
Una vez preparadas las muestras, se pueden observar y analizar mediante diferentes técnicas.
3.1. Microscopía óptica
La microscopía óptica es la técnica más comúnmente utilizada en la metalografía y consiste en la observación de la muestra a través de un microscopio de luz. Esta técnica permite la observación de la microestructura a una escala macroscópica.
Microsopio metalografico invertido DS para metalografia
3.2. Microscopía electrónica
La microscopía electrónica es una técnica más avanzada que permite la observación de la microestructura a una escala microscópica. Existen dos tipos de microscopios electrónicos: el microscopio electrónico de barrido (SEM) y el microscopio electrónico de transmisión (TEM).
3.3. Difracción de rayos X
La difracción de rayos X es una técnica que permite la determinación de la estructura cristalina de los materiales. Esta técnica se utiliza para determinar la presencia de fases cristalinas y para analizar la composición química de las mismas.
4. Análisis de la microestructura
El análisis de la microestructura permite determinar las propiedades mecánicas y físicas de los materiales. Este análisis incluye la observación de la morfología de la microestructura, la determinación de la cantidad y distribución de las fases, la medición de las dimensiones de las fases y la determinación de la composición química de las mismas.
4.1. Morfología de la microestructura
La morfología de la microestructura se refiere a la forma y tamaño de las diferentes fases que componen la muestra. La observación de la morfología permite determinar la forma en que las fases interactúan entre sí.
4.2. Cantidad y distribución de las fases
La cantidad y distribución de las fases se refiere a la proporción de cada fase presente en la muestra y cómo están distribuidas en la misma. Esta información es importante para determinar las propiedades mecánicas y físicas del material.
4.3. Medición de las dimensiones de las fases
La medición de las dimensiones de las fases permite determinar el tamaño y la forma de las mismas. Esto es importante para comprender cómo las fases interactúan y afectan las propiedades del material.
4.4. Composición química de las fases
La determinación de la composición química de las fases permite conocer la presencia de elementos y compuestos en la muestra. Esto es importante para entender las propiedades químicas del material.
Conclusiones
La metalografía es una técnica esencial para la investigación y desarrollo de materiales. La preparación de muestras metalográficas es un proceso clave que requiere atención a los detalles y la aplicación de técnicas específicas. La observación y análisis de la microestructura es fundamental para entender las propiedades mecánicas y físicas de los materiales.
Preguntas frecuentes
¿Qué es la metalografía? La metalografía es una técnica de estudio de los materiales que se enfoca en la observación de la microestructura de los mismos.
¿Para qué se utiliza la metalografía? La metalografía se utiliza para entender las propiedades mecánicas y físicas de los materiales, lo que es esencial para su investigación y desarrollo.
¿Cómo se preparan las muestras metalográficas? Las muestras se preparan mediante una serie de procesos que incluyen el corte, pulido, desbaste y ataque químico.
¿Qué técnicas se utilizan para la observación de la microestructura? Las técnicas más comunes son la microscopía óptica, la microscopía electrónica y la difracción de rayos X.
¿Qué información se puede obtener del análisis de la microestructura? Se puede obtener información sobre la morfología, cantidad y distribución de las fases, medición de las dimensiones de las fases y composición química de las mismas.
En este artículo, vamos a hablar sobre la metalografía cuantitativa, una técnica que se utiliza en el análisis de metales y aleaciones. La metalografía cuantitativa es una herramienta muy útil para los ingenieros y los científicos que trabajan en la industria de los materiales.
La metalografía cuantitativa es una técnica de análisis de materiales que se utiliza para determinar las propiedades de los metales y aleaciones. Esta técnica se basa en el uso de microscopios ópticos y electrónicos para examinar la microestructura de los materiales.
¿Cómo funciona la metalografía cuantitativa?
La metalografía cuantitativa funciona examinando la microestructura de los materiales utilizando microscopios ópticos y electrónicos. La microestructura de un material se refiere a la forma en que están dispuestos los granos, las fases y las inclusiones dentro del material.
Microsopio metalografico invertido DS para metalografia
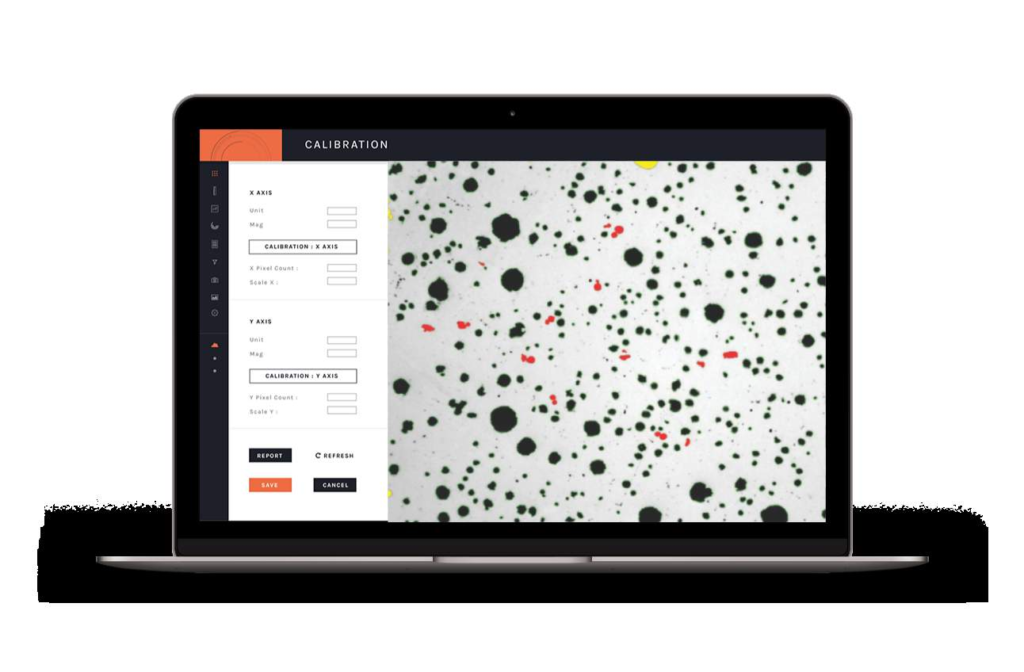
La metalografía cuantitativa se utiliza para determinar la cantidad de fases y las propiedades de cada fase en una muestra de material. Esto se logra mediante el uso de técnicas de análisis de imagen y software de procesamiento de imágenes.
¿Para qué se utiliza la metalografía cuantitativa?
La metalografía cuantitativa se utiliza en una amplia variedad de aplicaciones, como la investigación de materiales, la producción de metales y aleaciones, la inspección de la calidad de los materiales, el control de calidad y el desarrollo de nuevos materiales.
¿Cómo se realiza la metalografía cuantitativa?
La metalografía cuantitativa se realiza mediante la preparación de una muestra de material y su posterior examen utilizando microscopios ópticos y electrónicos. La preparación de la muestra implica el corte, el pulido y el ataque químico de la muestra para exponer su microestructura.
Una vez que la muestra ha sido preparada, se examina utilizando un microscopio óptico para obtener una imagen de la microestructura. Luego se utiliza un software de procesamiento de imágenes para analizar la imagen y determinar la cantidad de fases y las propiedades de cada fase en la muestra.
Conclusión
En conclusión, la metalografía cuantitativa es una técnica de análisis de materiales muy útil que se utiliza para determinar las propiedades de los metales y aleaciones. Esta técnica se utiliza en una amplia variedad de aplicaciones, desde la investigación de materiales, hasta la producción de metales y aleaciones y el control de calidad.
Esperamos que este artículo haya sido útil para comprender la metalografía cuantitativa y su importancia en la industria de los materiales. Si tiene alguna pregunta o comentario, no dude en ponerse en contacto con nosotros.
La nueva cortadora metalografica TEKNICUT PRO series esta pensada con detalle para el cliente profesional, que necesita cortar con precision y de la manera mas comoda y rápida posible.
Cortadora metalografica TEKNICUT PRO M de mesa.
Luz led en el interior para poder hacer un seguimiento del corte en tiempo real.
La mesa soporte de la cortadora, se une a la cortadora en un solo bloque, evita problemas de nivelación entre ambos. La mesa soporte guarda en su interior el deposito del refrigerante de una forma elegante, el refrigerante se puede cambiar, comodamente con su sistema de ruedas que permite la extracion comodamente.
La puerta de la mesa soporte, incluye detalles, tales como diferentes compartimentos para guardar herramientas, discos de corte, etc.
Una apertura lateral permite cortar piezas muy largas en una cortadora metalografica de dimensiones medias.
La cama interior de la cortadora , esta diseñada con ranura en T para poder insertar fácilmente los distintos tipos de mordazas.
La cortadora para metalografía TEKNICUT PRO es el complemento perfecto de la pulidora TEKNIPOL PRO
Características técnicas de la cortadora metalografica:
•Capacidad de corte hasta 60 mm (puede variar dependiendo del material y la geometria)
•Velocidad de eje: 2800 RPM
•Diametro de disco Max 10”( 250mm)
•Potencia 3 HP, con motor trifásico .
•Movimiento manual del eje Z
•Cama con ranura en T : 110mm x 200mm con 10mm T-Slot – 2 Nos.
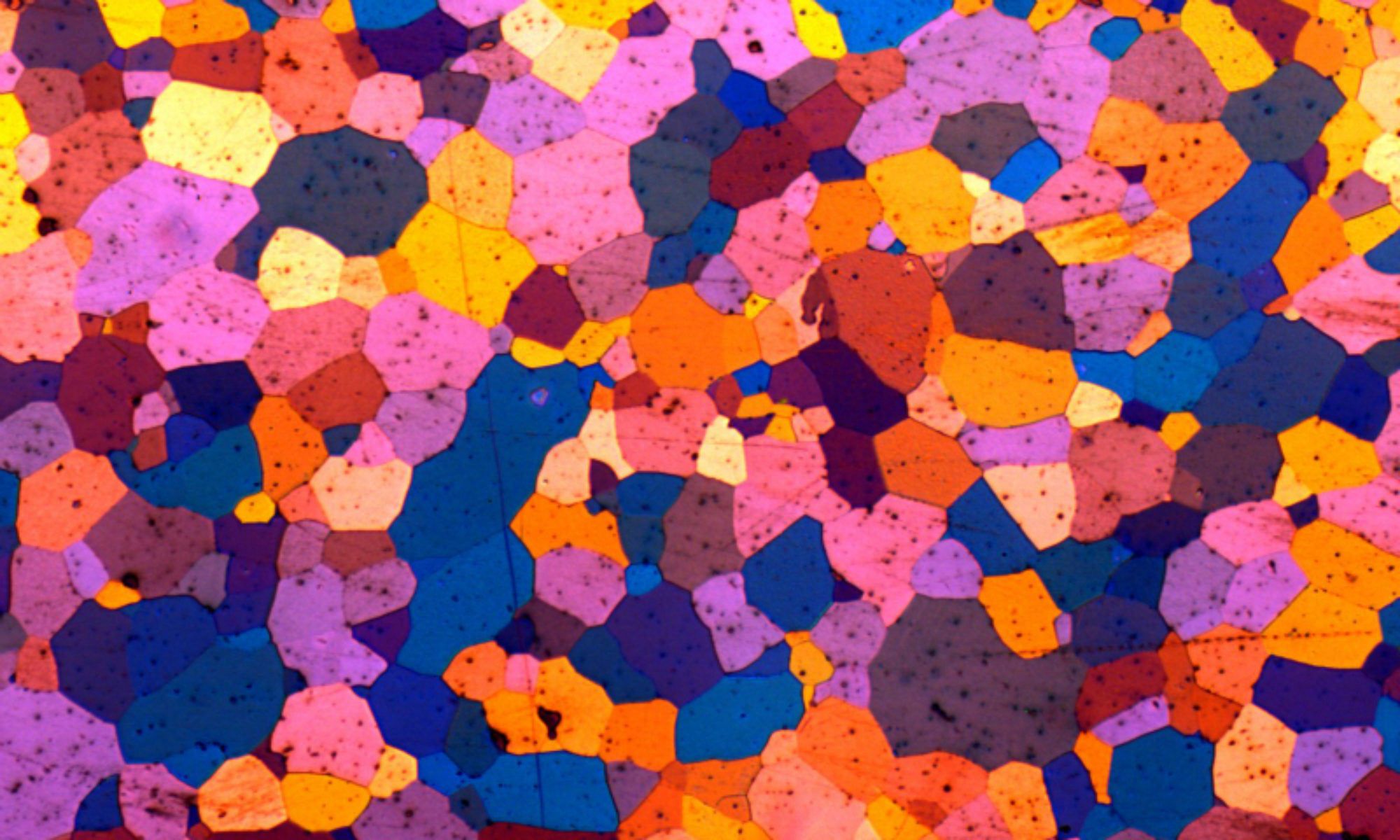
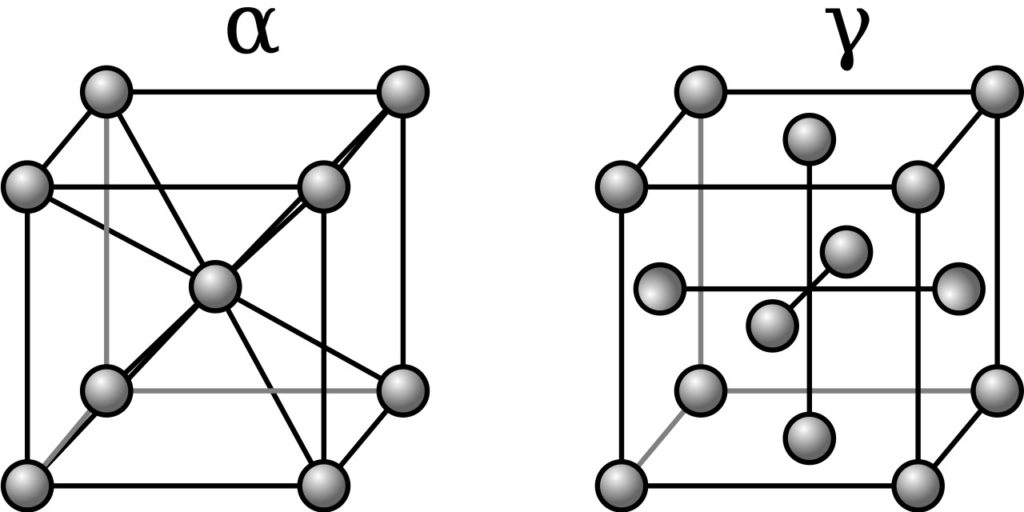
Los metales, excepto en unos pocos casos, son de naturaleza cristalina y, a excepción de los monocristales, contienen límites internos conocidos como límites de grano. Cuando un nuevo grano se nuclea durante el procesamiento (como en la solidificación o el recocido después del trabajo en frío), los átomos dentro de cada grano en crecimiento se alinean en un patrón específico que depende de la estructura cristalina del metal o la aleación. Con el crecimiento, cada grano eventualmente chocará con otros y formará una interfaz donde las orientaciones atómicas son diferentes.
Tamaño de grano en el acero
Ya en el año 1900, era bien sabido que la mayoría de las propiedades mecánicas mejoraban a medida que disminuía el tamaño de los granos. Existen algunas excepciones notables donde se desea una estructura de grano grueso. La composición y el procesamiento de la aleación deben controlarse para lograr el tamaño de grano deseado. Los metalógrafos examinan secciones transversales pulidas de muestras de ubicaciones apropiadas para determinar el tamaño de grano.
Complicaciones: características del grano
La medición del tamaño de grano se complica por varios factores. Primero, el tamaño tridimensional de los granos no es constante y el plano de sección cortará los granos al azar. Así, en una sección transversal observaremos un rango de tamaños, ninguno mayor que la sección transversal del grano más grande muestreado. La forma del grano también varía, particularmente en función del tamaño del grano. Uno de los primeros estudios sobre la forma del grano fue realizado por Lord Kelvin en 1887. Demostró que la forma óptima del grano que llena el espacio, con un área superficial y una tensión superficial mínimas, es un poliedro conocido como tetracaidecaedro, que tiene 14 caras, 24 esquinas y 36 bordes. Si bien esta forma cumple con la mayoría de los criterios de grano, no satisface los ángulos diedros de 120 grados requeridos entre granos donde tres granos adyacentes se encuentran en un borde, a menos que las caras muestren una pequeña curvatura. Otra forma de grano ideal, el dodecaedro pentagonal, concuerda bien con las observaciones de granos, pero no es una forma de relleno de espacio. Tiene doce caras de cinco lados. Sin embargo, debe reconocerse que estamos muestreando granos con una variedad de tamaños y formas. En la mayoría de los casos, los granos observados en un plano de sección transversal pulido exhiben un rango de tamaños alrededor de una media central y las medidas individuales de áreas de grano, diámetros o longitudes de intersección exhiben una distribución normal. En la gran mayoría de los casos, simplemente determinamos el valor medio del tamaño de grano plano, en lugar de la distribución. Hay casos en los que la distribución del tamaño de grano no es normal sino bimodal o "dúplex". También, Nuestras formas de grano se pueden distorsionar mediante procedimientos de procesamiento de modo que se aplanen y / o alarguen. Diferentes formas de productos y diferentes procedimientos de procesamiento pueden producir una variedad de formas de grano no equiaxiales. Esto, por supuesto, influye en nuestra capacidad para medir el tamaño del grano.
Grano Bimodal o Duplex
La medición del tamaño de grano también se complica por los diferentes tipos de granos que pueden estar presentes en los metales, aunque sus formas fundamentales son las mismas. Por ejemplo, en metales cúbicos centrados en el cuerpo, como Fe, Mo y Cr, tenemos granos de ferrita; en metales cúbicos de caras centradas, como Al, Ni, Cu y ciertos aceros inoxidables, tenemos granos de austenita. Los granos presentan las mismas formas y se miden de la misma manera, pero debemos tener cuidado al describir qué tipo de granos estamos midiendo. En los metales cúbicos centrados en las caras, podemos observar los llamados límites gemelos dentro de los granos ( ver barra lateral sobre tipos de granos). Sin embargo, las aleaciones de aluminio rara vez presentan gemelos. Cuando hay gemelos presentes, se ignoran si estamos tratando de definir el tamaño de grano. Sin embargo, si estamos tratando de establecer una relación entre la microestructura y las propiedades, por ejemplo, la resistencia, debemos considerar los límites gemelos ya que influyen en el movimiento de dislocación, tal como lo hacen los límites de grano. Por lo tanto, debemos reconocer la intención del trabajo que se está realizando.
Estructura de aluminio y de una aleación de aliminio
En los aceros tratados térmicamente, se reconoce que el tamaño de grano del producto del tratamiento térmico, normalmente martensita, no se mide o no se puede medir. Para el acero con bajo contenido de carbono, la martensita se forma en paquetes dentro de los granos de austenita originales. En martensitas con alto contenido de carbono, no observamos ninguna forma estructural conveniente que pueda medirse. En la mayoría de los casos, tratamos de medir el tamaño de los granos de austenita parentales que se formaron durante el mantenimiento a alta temperatura durante el tratamiento térmico. Esto se conoce normalmente como "tamaño de grano de austenita previa" y se ha correlacionado ampliamente con las propiedades de los aceros tratados térmicamente. El proceso más difícil aquí es el procedimiento de grabado necesario para revelar estos límites anteriores. A veces no se pueden revelar, particularmente en aceros con bajo contenido de carbono. En este caso,
Complicaciones --- Diferentes medidas de tamaño
Otro factor de complicación son las diferentes medidas de tamaño de grano. El método planimétrico, que se describe a continuación, produce el número de granos por milímetro cuadrado de área, N A , a partir del cual podemos calcular el área de grano promedio, A. Es una práctica común tomar la raíz cuadrada de A y llamar a esto el diámetro del grano, d , aunque esto supone que la forma de la sección transversal de los granos es un cuadrado, que no lo es. El método de intersección produce una longitud de intersección media, L 3 ; su relación con N A , A od no está excepcionalmente bien definida. También se han desarrollado una variedad de métodos de distribución del tamaño de grano planar para estimar el número de granos por unidad de volumen, N v, a partir del cual se puede calcular el volumen medio de grano, V. La relación entre estas medidas espaciales de tamaño de grano y las medidas planas anteriores también está mal definida.
Ahora es común expresar los tamaños de grano en términos de una ecuación exponencial simple: (Ecuación 1)
n = 2 G - 1
donde: n = el número de granos por pulgada cuadrada con un aumento de 100X, y G = el número de tamaño de grano de ASTM.
Este enfoque se desarrolló e introdujo en 1951 con el estreno de la norma ASTM E 91, Métodos para estimar el tamaño de grano promedio de metales no ferrosos, distintos del cobre y sus aleaciones. Aunque los valores N A , d o L 3 se habían utilizado durante muchos años como medidas del tamaño de grano, los valores G se adoptaron fácilmente debido a su simplicidad. Como se muestra en la ecuación. 1, podemos relacionar directamente el número de granos por unidad de área con G, pero la relación entre L 3 y G, o N V y G no están tan claramente definidas. Este problema es uno de los muchos que aborda el Comité E4 de ASTM sobre metalografía.
Métodos de medición
Aunque el Comité E-4 se formó en 1916 con el propósito expreso de establecer aumentos estándar para micrografías, su primer estándar, E 2-17T, Métodos de preparación de micrografías de metales y aleaciones, se dedicó en parte a la medición del tamaño de grano. En ese momento se estaban desarrollando dos enfoques básicos para medir el tamaño del grano. En los Estados Unidos en 1894, Albert Sauveur publicó un enfoque "planimétrico", que fue desarrollado por Zay Jeffries con dos publicaciones de 1916. Este enfoque midió el tamaño de grano en términos del número de granos visibles en una sección transversal dentro de un área fija, el número por pulgada cuadrada a 100X, o el número por milímetro cuadrado a 1X, N A. A partir de este valor, se puede calcular el área de la sección transversal promedio de los granos bisecados. Este no es un promedio del área de sección transversal máxima de cada grano porque el plano de sección no interseca cada grano en su ancho máximo.
En Alemania, en 1904, Emil Heyn publicó un enfoque de intercepción para medir el tamaño de grano. En este método, se superponen una o más líneas sobre la estructura con un aumento conocido. La longitud real de la línea se divide por el número de granos interceptados por la línea. Esto da la longitud promedio de la línea dentro de los granos interceptados. Esta longitud de intersección promedio será menor que el diámetro de grano promedio, pero los dos están interrelacionados.
Emil Heyn
Muchos evaluadores de tamaño de grano expresaron la necesidad de formas más simples de estimar el tamaño de grano. En algunos casos, como la eliminación de calor, se requiere la medición del tamaño de grano. En muchos casos, se requiere que G sea 5 o mayor (es decir, "de grano fino"). Por lo tanto, si el tamaño de grano es sustancialmente más fino, es adecuado un método rápido, que puede no ser tan preciso como una medición real. Un método de tabla de comparación con ejemplos de tamaños de grano satisface esta necesidad de manera adecuada, siempre que la distribución del tamaño de grano sea normal. Además, las muestras deben grabarse de la misma manera que se muestra en la tabla. Si el tamaño de grano está cerca del límite de especificación, se prefiere una medición real debido a la precisión mejorada. La primera tabla de comparación de tamaño de grano se introdujo en los Métodos E 2 en su revisión de 1930; este gráfico era para el cobre.
Tenga en cuenta que estos métodos se aplican sobre la superficie pulida de la muestra, es decir, sobre un plano que atraviesa los granos tridimensionales. Por lo tanto, se trata de medidas planas en lugar de espaciales del tamaño de grano. El método planimétrico, o de Jeffries, define el tamaño de grano en términos de la cantidad de granos por unidad de área, el área de grano promedio o el diámetro de grano promedio, mientras que el método de intersección de Heyn lo define en términos de la longitud de intersección promedio. El método de la tabla de comparación expresa el tamaño de grano solo en términos de G, a excepción de las tablas de cobre, que utilizan d .
Evolución de los métodos de prueba E 112
Los métodos E 2-17T tenían solo un poco más de tres páginas y tenían tres secciones: aumentos estándar, lentes y tamaño de grano. La sección de tamaño de grano en realidad no detallaba el método de medición, simplemente sugirió el método a aplicar dependiendo de si los granos eran equiaxiales (método planimétrico de Jeffries) o alargados (método de intercepción de Heyn). La revisión de 1920 de los Métodos E 2 agregó detalles sobre la realización del método de medición planimétrica de Jeffries. La revisión de 1930 de los Métodos E 2 fue testigo de la adición de la primera tabla estándar del Comité E-4, una tabla de tamaño de grano (diez imágenes) para latón, es decir, una estructura austenítica gemela con un grabado de contraste de grano con un aumento de 75X. La tabla fue desarrollada por un comité especial formado el 28 de junio de 1928, que estaba integrado por: CH Davis, presidente (American Brass Co.); Henry S. Rawdon (Estados Unidos Oficina de Normas); Edgar H. Dix, Jr. (Aluminium Co. of America); y Francis F. Lucas (Bell Telephone Laboratories). Los tipos de estructuras de grano se muestran en la barra lateral sobre tipos de grano .
En 1931 se formó un subcomité especial para estudiar las características del grano de los aceros con Clarence J. Tobin (Laboratorio de Investigación de General Motors) como presidente. Decidieron adoptar la prueba de cementación de McQuaid-Ehn para evaluar las características de crecimiento de grano del acero, nuevamente con la ayuda de una tabla de comparación. El método gráfico propuesto fue aprobado como E 19-33T, Clasificación del tamaño de grano de austenita en aceros. En ese momento, el tamaño de grano se definió en términos del número de granos por pulgada cuadrada a 100X; Los números de tamaño de grano ASTM no se introdujeron hasta mucho más tarde. Sin embargo, esta tabla fue criticada por ser inexacta y finalmente se descartó cuando se introdujo E 112, Métodos de prueba para determinar el tamaño promedio de grano.
Oscar E. Harder se hizo cargo de este subcomité especial en 1936, con la idea de revisar la Clasificación E 19 y agregar un método no carburizante. Al año siguiente, el Dr. Marcus A. Grossman (Carnegie-lllinois Steel Co.) asumió el control de este grupo, que se convirtió en Subcomité Vlll (ahora se utilizan números arábigos) sobre tamaño de grano en 1938. Grossman --- famoso por su trabajo sobre templabilidad --- fue presidente del Subcomité Vlll hasta su muerte en 1952. El Subcomité Vlll formó tres secciones (el término grupo de trabajo no se usó en ese momento), referidas como A, B y C. La Sección A fue presidida por Grossman y se preocupó por mejorar la Clasificación E 19 sobre el tamaño de grano de austenita de los aceros. La Sección B fue presidida por R. Earl Penrod (Planta Bethlehem Steel-Johnstown) y debía desarrollar un método y una tabla de clasificación del tamaño de grano de ferrita. La Sección C fue presidida por Carl Samans (American Optical Co., más tarde con Standard Oil Co. de Indiana) y debía desarrollar tablas para metales no ferrosos y aleaciones que no pudieran ser calificadas por la tabla de latón en los Métodos E 2. El tamaño de grano de latón La tabla y la información de medición del tamaño de grano se eliminó de los Métodos E 2 en la revisión de 1949 y esta información se incorporó a una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. of Indiana) y debía desarrollar tablas para metales no ferrosos y aleaciones que no podían ser calificadas por la tabla de latón en los Métodos E 2. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó en una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. of Indiana) y debía desarrollar tablas para metales no ferrosos y aleaciones que no podían ser calificadas por la tabla de latón en los Métodos E 2. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó en una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó a una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. . Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó a una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. . Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica.
La Sección B produjo E 89-50T, Métodos para estimar el tamaño promedio de grano de ferrita de aceros con bajo contenido de carbono, con un gráfico que muestra una estructura de grano ferrítico revelada por el grabado nital. Esta fue la primera tabla (ocho imágenes) para definir el tamaño de grano en términos de los números de tamaño de grano de ASTM ahora familiares (1 a 8 en esta tabla). Los métodos E 89 también marcaron la primera descripción detallada del método de intercepción de Heyn con ecuaciones y un enfoque de conversión para producir números de tamaño de grano ASTM. Las versiones anteriores de los Métodos E 2 solo daban una descripción general de cómo realizar la prueba de intersección sin interrelación con los resultados del método planimétrico. Sin embargo, los métodos E 89 tuvieron una vida corta y se suspendieron cuando se adoptaron los métodos de prueba E112.
La Sección C produjo E 91-51T, Métodos para estimar el tamaño de grano promedio de metales no ferrosos, distintos del cobre, y sus aleaciones. Consistía en dos gráficos, uno para aleaciones macladas y el otro para aleaciones no macladas; ambos gráficos tenían 17 imágenes con tamaños de grano de 2 a 10. Los métodos E 91 también tuvieron una vida corta, y también se suspendieron cuando se adoptaron los métodos de prueba E 112. Ninguno de los gráficos de los métodos E 91 se incorporó en los métodos de prueba E 112.
El resultado neto fue cuatro estándares (métodos E 19, E 79, E 89 y E 91) que tratan varios aspectos de la medición del tamaño de grano. Se reconoció que los cuatro compartían muchos puntos en común y se creía que podían combinarse en un estándar de tamaño de grano general, de ahí el nacimiento de los métodos de prueba E 112. Sin embargo, la historia de ASTM y la medición del tamaño de grano no termina con el adopción de los métodos de prueba E 112 en 1961. Desde entonces, la norma ha sido revisada nueve veces y actualmente se encuentra bajo un intenso escrutinio para un mayor refinamiento. (Nota para webmasters: E112 ha sido actualizado y reeditado como E112-96e3)
Más allá de los métodos de prueba E 112
Métodos de prueba E 112, una de las normas ASTM más citadas, se ocupa principalmente de la medición del tamaño de grano cuando los granos tienen forma equiaxial, es decir, no deformados, aunque contiene alguna información sobre la medición del tamaño de grano cuando los granos se han alargado mediante el procesamiento. Hay otras situaciones en las que los métodos de prueba E 112 no son útiles y se han desarrollado otras normas. Por ejemplo, es posible que ciertas aleaciones no muestren una distribución uniforme de tamaños de grano. En cambio, una distribución bimodal ( consulte la barra lateral sobre distribuciones de tamaño de grano para ver ejemplos) puede existir; se han observado varios tipos. Dos métodos de prueba estándar de ASTM se ocupan de tales estructuras. El estándar E 930, Métodos de prueba para estimar el grano más grande observado en una sección metalográfica (tamaño de grano ALA), se utiliza para medir el tamaño de un grano inusualmente grande en una distribución de tamaño de grano uniformemente fino, mientras que el estándar E 1181, Métodos de prueba para Caracterización de tamaños de grano dúplex, se utiliza para medir el tamaño de grano cuando la distribución no es normal. Con el crecimiento del análisis de imágenes, se deben establecer métodos de prueba para realizar mediciones y una nueva norma, E 1382, Métodos de prueba para determinar el tamaño de grano promedio utilizando análisis de imagen semiautomático y automático, completó el proceso de votación en 1990.
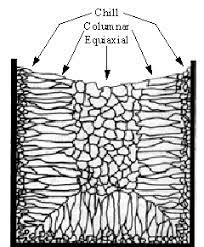
Grano Equiaxial
La escena internacional
El trabajo del Comité E-4 sobre tamaño de grano ha sido seguido de cerca por otros países industriales y la Organización Internacional de Normalización (ISO). Muchos países han adoptado una o más de las tablas de tamaño de grano de los métodos de prueba E 112 de ASTM. Algunos países también han desarrollado tablas muy útiles. Por ejemplo, para calificar las muestras carburizadas de McQuaid-Ehn, la mayoría de los evaluadores estadounidenses graban la matriz perlítica oscura como se muestra en la Placa IV de los Métodos de prueba E 112. Como lo demuestra la barra lateral en las estructuras de grano, es más fácil ver la fase de carburo intergranular si usamos un grabador que oscurece el límite de grano de la cementita. El estándar francés de tamaño de grano, NF A04-102, contiene una tabla de clasificación en la que la cementita del límite del grano se oscureció con picrato de sodio alcalino. El estándar alemán de tamaño de grano SEP 1510 también contiene una tabla muy útil. Ilustra granos no maclados (como los granos de ferrita) que son equiaxiales o deformados (alargados 2 a 1 y 4 a 1) por trabajo en frío. Eq. 1 describí el método utilizado para calcular los números de tamaño de grano de ASTM que, desarrollado en los Estados Unidos a fines de la década de 1940, se basaba en unidades inglesas en lugar de unidades métricas. Los países que utilizaron el sistema métrico en ese momento desarrollaron una ecuación alternativa que produce números de tamaño de grano casi idénticos: (Ecuación 2)
m = 8 (2 Gm )
donde: m = el número de granos por mm 2 en 1 X, y G m = el número de tamaño de grano métrico. G m es ligeramente mayor que G pero la diferencia es insignificante. Eq. 2 se utiliza en los estándares sueco (SIS 11 11 01), italiano (UNI 3245), ruso (GOST 5639), francés (NF A04-102) e ISO (ISO 643).
El estándar alemán (SEP 1510) también usa el sistema métrico, pero se emplea una ecuación diferente: (Ecuación 3)
K = 3,7 + 3,33 Registro (Z)
donde: K = el número de serie de la microfotografía (igual que G), y Z = el número de granos por cm 2 a 100X.
En este caso, K es igual a G. Los estándares japoneses JIS G 0551 y G 0552 también usan el sistema métrico, con una ecuación ligeramente diferente a la Ec. 2 (pero equivalente) que produce los mismos valores que la Ec. 2: (Ecuación 4)
m = 2 (G m + 3 )
donde my G m se definen como antes.
Resumen
El Comité E-4 de ASTM ha sido líder mundial en la estandarización de métodos de medición del tamaño de grano. Inicialmente, los Métodos E 2 recomendaban el método planimétrico efries como el método de medición preferido. Este método es más difícil de aplicar en base a la producción que el método de intercepción debido a la necesidad de marcar los granos a medida que los cuenta para minimizar los errores de conteo. Esto es innecesario con el método de intercepción.
Con la revisión de 1974 de los métodos de prueba E 112, el método de intercepción, modificado por Halle Abrams, se convirtió en la técnica de análisis preferida. El método de intersección de tres círculos, como se describe en los Métodos de prueba E 112 desde 1974, proporciona una estimación más precisa del tamaño de grano en mucho menos tiempo que el requerido por el método planimétrico. En los métodos manuales, es fundamental recomendar el método más eficaz para cualquier medida.
Métodos de prueba E 112 está diseñado para clasificar el tamaño de grano de estructuras de grano equiaxiales con una distribución de tamaño normal; la norma se está revisando actualmente para proporcionar mejores instrucciones para calificar el tamaño de grano de los granos deformados. La E-4 ha introducido otros estándares para manejar la medición de granos ocasionales, muy grandes, presentes en una dispersión de tamaño de grano fino, por lo demás uniforme (E 930, Métodos para estimar el grano más grande observado en una sección metalográfica (tamaño de grano ALA)) o para calificar el tamaño de grano cuando la distribución de tamaño no es normal, por ejemplo, bimodal o "dúplex" (E 1181, Métodos para caracterizar tamaños de grano dúplex). El Comité E-4 ha desarrollado recientemente un estándar de tamaño de grano para las clasificaciones realizadas con analizadores de imágenes semiautomáticos o automáticos (E 1382, Métodos de prueba para determinar el tamaño medio de grano mediante análisis de imagen semiautomático y automático). Ninguna otra organización de redacción de normas ha desarrollado normas similares a los métodos E 930, los métodos E 1181 o los métodos de prueba E1382.
Los granos martensíticos son difíciles de analizar
La martensita, una de las estructuras de acero más duras, se forma cuando la austenita se enfría rápidamente a baja temperatura. Esto evita la difusión de carbono y la formación de perlita o bainita [ 1 ] pero crea placas delgadas o morfologías de listones [ 2 ]. Las características específicas de esta microestructura hacen que el análisis óptico de granos martensíticos sea un desafío.
Los granos martensíticos se vuelven más finos a medida que aumenta el contenido de carbono, cambiando de la morfología de listones a placas [ 3 ]. Sin embargo, esto reduce las formas estructurales distintivas, lo que obliga a los médicos a medir el tamaño de los granos de austenita anteriores para interpretar la transformación martensítica y optimizar las condiciones del tratamiento térmico [ 3 ]. Además, en los aceros con bajo contenido de carbono, el procedimiento de grabado no puede revelar muy bien los límites previos de austenita, lo que lleva a los laboratorios a depender a menudo del ojo humano para distinguir y clasificar los granos martensíticos.
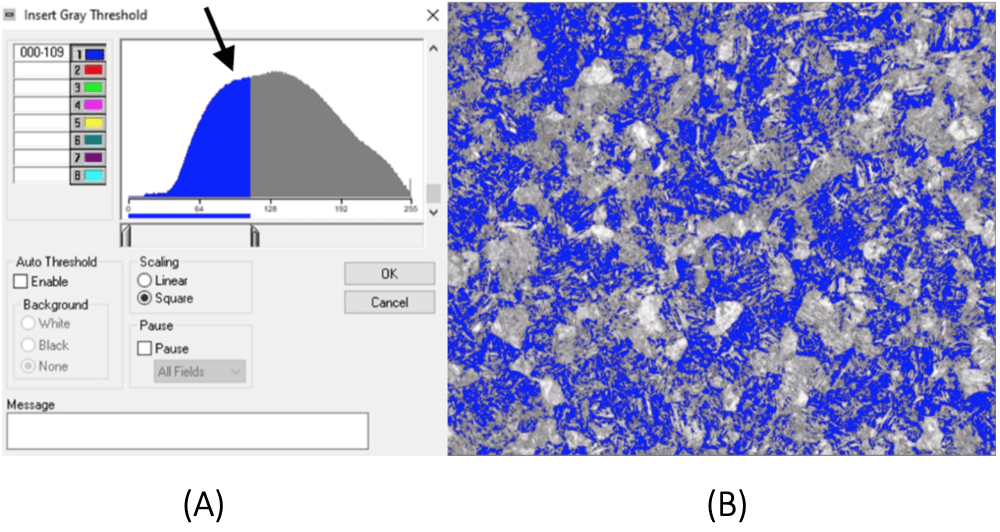
Para empeorar las cosas, la técnica de umbralización común utilizada en el software de análisis de imágenes automatizado no es satisfactoria para este tipo de imagen ( Fig. 1 ). En el umbral de nivel de gris, usamos la distribución de valores de píxeles en una imagen en blanco y negro y seleccionamos un valor de píxel, o umbral, para separar de manera óptima dos grupos de píxeles. Por lo tanto, este método funciona mejor con fases claramente definidas que forman picos separables en la distribución de valores de píxeles. Pero en superficies martensíticas, los niveles de gris pueden distribuirse sin picos distintos ( Fig. 1a ), o los granos pueden contener una mezcla de ambos grupos de píxeles. Esto hace que la creación de umbrales sea ineficaz para dividir o segmentar la imagen en regiones de granulado de interés ( Fig. 1b ).
Diagrama de Fases martensita
Las propiedades especiales de la microestructura martensítica hacen que sus granos se vean diferentes entre sí y en diferentes imágenes. Nuestro algoritmo funciona fuera de la caja, sin requerir una anotación laboriosa de estos granos variables o conocimiento a priori sobre sus tipos y número. Por lo tanto, el método no es específico para un tipo especial de superficie y se puede aplicar con éxito a diferentes estructuras martensíticas ajustando algunos parámetros. Esto también significa que el método puede rastrear cualquier cambio microestructural inesperado en la línea de producción de un día a otro.
La técnica es computacionalmente eficiente, lo que permite una rápida identificación de granos martensíticos y, por lo tanto, es de alto rendimiento y adecuada para análisis en tiempo real. Debido a la facilidad de uso y la ausencia de criterios que dependen del usuario, como un umbral, el método minimiza la variabilidad entre operadores y aumenta la reproducibilidad. Nuestro método también es resistente a la variabilidad en los factores de adquisición de imágenes, como la iluminación.
Referencias
[1] WD Callister y DG Rethwisch, Ciencia e ingeniería de materiales: introducción, octava edición, Wiley Global Education, Nueva York, 2009
[2] H. Bhadeshia y R. Honeycombe, Aceros: microestructura y propiedades 4a edición, Elsevier Ltd, 2017
La metalografía es el estudio de la microestructura de todos los tipos de aleaciones metálicas. Puede definirse con más precisión como la disciplina científica de observar y determinar la estructura química y atómica y la distribución espacial de los constituyentes, inclusiones o fases en aleaciones metálicas. Por extensión, estos mismos principios pueden aplicarse a la caracterización de cualquier material.
Se utilizan diferentes técnicas para revelar las características microestructurales de los metales. La mayoría de las investigaciones se realizan con microscopía de luz incidente en modo de campo claro, pero otras técnicas de contraste menos comunes, como el campo oscuro o el contraste de interferencia diferencial (DIC), y el uso de grabado de color (tinte) están ampliando el alcance de la microscopía de luz para aplicaciones metalográficas.
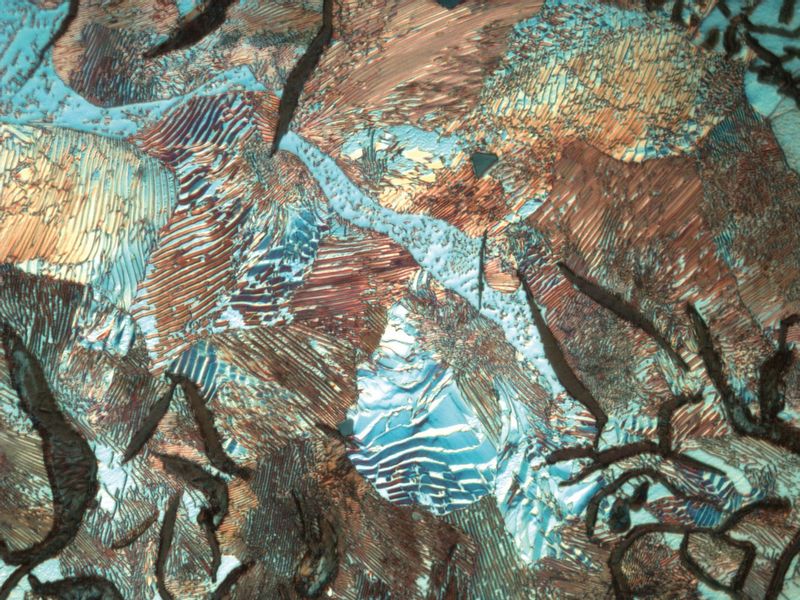
Fundición de acerto gris
Muchas propiedades macroscópicas importantes de los materiales metálicos son altamente sensibles a la microestructura. Las propiedades mecánicas críticas, como la resistencia a la tracción o el alargamiento, así como otras propiedades térmicas o eléctricas, están directamente relacionadas con la microestructura. La comprensión de la relación entre la microestructura y las propiedades macroscópicas juega un papel clave en el desarrollo y la fabricación de materiales y es el objetivo final de la metalografía.
La metalografía, tal como la conocemos hoy, se debe en gran parte a la contribución del científico del siglo XIX Henry Clifton Sorby. Su trabajo pionero con el hierro y el acero de fabricación moderna en Sheffield (Reino Unido) destacó este vínculo íntimo entre la microestructura y las propiedades macroscópicas. Como dijo hacia el final de su vida: "En aquellos primeros días, si hubiera ocurrido un accidente ferroviario y hubiera sugerido que la compañía tomara un riel y lo examinara con el microscopio, me habrían considerado un cabía el hombre para enviar a un asilo. Pero eso es lo que ahora se está haciendo … "
Junto con los nuevos desarrollos en la tecnología de microscopía y, más recientemente, con la ayuda de la computación, la metalografía ha sido una herramienta invaluable para el avance de la ciencia y la industria en los últimos cien años.
Algunas de las primeras correlaciones entre la microestructura y las propiedades macroscópicas establecidas en la metalografía con microscopios de luz incluyen:
Un conocimiento atemporal.
Un aumento general en la resistencia al rendimiento y la dureza al disminuir el tamaño del grano Propiedades mecánicas anisotrópicas con granos alargados y / o orientaciones de grano preferidas Una tendencia general de disminución de la ductilidad al aumentar el contenido de inclusión. Una influencia directa del contenido y la distribución de la inclusión en las tasas de crecimiento de grietas por fatiga (metales) y los parámetros de tenacidad a la fractura (cerámica) La asociación de sitios de inicio de fallas con discontinuidades del material o características microestructurales, como partículas de segunda fase. Al examinar y cuantificar la microestructura de un material, su rendimiento se puede entender mejor. Por lo tanto, la metalografía se usa en casi todas las etapas durante la vida útil de un componente: desde el desarrollo inicial de los materiales hasta la inspección, la producción, el control del proceso de fabricación e incluso el análisis de fallas si es necesario. Los principios de la metalografía ayudan a garantizar la fiabilidad del producto. Enviar comentarios Historial Guardadas Comunidad
Un método establecido e intuitivo.
El análisis de la microestructura de un material ayuda a determinar si el material se ha procesado correctamente y, por lo tanto, es normalmente un problema crítico en muchas industrias. Los pasos básicos para un examen metalográfico adecuado incluyen: toma de muestras, preparación de muestras (corte y corte, montaje, esmerilado plano, pulido en bruto y final, grabado), observación microscópica, imágenes digitales y documentación, y extracción de datos cuantitativos a través de métodos estereológicos o de análisis de imágenes.
El primer paso del análisis metalográfico, el muestreo, es crítico para el éxito de cualquier estudio posterior: la muestra a analizar debe ser representativa del material que se está evaluando. El segundo paso, igualmente importante, es preparar correctamente una muestra metalográfica, y aquí no hay una manera única de lograr los resultados deseados.
La metalografía se ha descrito tradicionalmente como una ciencia y un arte, y la razón de esta afirmación radica en el hecho de que la experiencia y la intuición son igualmente importantes para exponer la verdadera estructura del material sin causar un cambio o daño significativo, con el fin de revelar y Hacer medibles las características de interés.
Mas que metales.
Los metales y sus aleaciones aún desempeñan un papel destacado en muchas formas de desarrollo tecnológico, porque ofrecen una gama más amplia de propiedades que cualquier otro grupo de materiales. El número de materiales metálicos estandarizados se extiende a varios miles y aumenta continuamente para cumplir con los nuevos requisitos.
Sin embargo, a medida que las especificaciones han evolucionado, se han agregado materiales cerámicos, polímeros o naturales para cubrir un espectro más amplio de aplicaciones, y la metalografía se ha expandido para incorporar nuevos materiales que van desde la electrónica hasta los materiales compuestos. El término "Metalografía" ahora está siendo reemplazado por la "Materialografía" más general para tratar también la cerámica "Ceramografía" o los polímeros "Plastografía".
En contraste con los metales, las cerámicas de alto rendimiento o de ingeniería tienen valores más altos de dureza, aunque son básicamente de naturaleza frágil. Otras propiedades destacadas son un excelente rendimiento a altas temperaturas y una buena resistencia al desgaste, oxidación o corrosión en entornos agresivos. Sin embargo, la ventaja total que estos materiales pueden proporcionar está fuertemente influenciada por la composición química (impurezas) y la microestructura.
El grabado es probablemente el paso más variable, por lo que la selección cuidadosa de la mejor composición de grabado y el control de la temperatura y el tiempo de grabado son obligatorios para obtener resultados confiables y repetibles. Muy a menudo se requiere un método experimental de prueba y error para encontrar los parámetros óptimos para este paso.
Mas allá del brillo.
La microscopía de luz se ha utilizado durante muchas décadas para proporcionar información sobre la microestructura de los materiales.
La iluminación de Brightfield (BF) es la técnica de iluminación más común para el análisis metalográfico. En el incidente BF, la trayectoria de la luz proviene de la fuente de luz, pasa a través de la lente del objetivo, se refleja en la superficie de la muestra, regresa a través del objetivo y finalmente alcanza el ocular o la cámara para la observación. Las superficies planas producen un fondo brillante debido a la reflexión de una gran cantidad de luz incidente en la lente del objetivo, mientras que las características no planas, como grietas, poros, bordes de grano grabados o características con reflectividad distinta, como precipitaciones e inclusiones de segunda fase en la superficie aparecen más oscuras a medida que la luz incidente se dispersa y se refleja en una variedad de ángulos o incluso se absorbe parcialmente.
De manera similar a la preparación metalográfica, se deben llevar a cabo pasos secuenciales para preparar muestras de cerámica para la investigación microestructural, pero se requiere una selección cuidadosa de los parámetros en cada paso y se debe optimizar, no solo para cada tipo de cerámica, sino también para el grado específico . Su fragilidad inherente hace que sea recomendable reemplazar los abrasivos convencionales con el diamante en cada paso de la preparación, desde el corte hasta el pulido final. El grabado puede ser un desafío debido a la resistencia química de la cerámica.
Darkfield (DF) es una técnica de iluminación menos conocida pero poderosa. La trayectoria de la luz para la iluminación del FD pasa a través de un anillo hueco exterior del objetivo, cae sobre la muestra con un alto ángulo de incidencia, se refleja en la superficie, luego pasa por el interior de la lente del objetivo y finalmente llega al ocular o cámara. Este tipo de iluminación hace que las superficies planas aparezcan oscuras, ya que la gran mayoría de la luz reflejada en el ángulo de incidencia alto pierde el interior de la lente del objetivo. Para las muestras que tienen una superficie plana con características no planas ocasionales (grietas, poros, bordes de grano grabados, etc.), la imagen del DF muestra un fondo oscuro con áreas más brillantes correspondientes a las características no planas, que dispersan más luz en el objetivo.
Cuantitativo es mejor que cualitativo.
El origen de la metalografía cuantitativa radica en la aplicación de la microscopía óptica al estudio de la microestructura de aleaciones metálicas. Las primeras preguntas básicas que los científicos de los materiales tuvieron que abordar fueron:
Durante muchos años, el uso de clasificaciones de gráficos y de comparación visual fue el único enfoque capaz de responder estas preguntas con declaraciones semicuantitativas. Hoy en día, los modernos microscopios motorizados e informatizados y los sistemas de análisis de imágenes proporcionan un medio rápido y preciso para automatizar la mayoría de los métodos de evaluación y evaluación cubiertos por los estándares internacionales o de la industria.
Las mediciones generalmente se realizan sobre una serie de imágenes bidimensionales y se pueden clasificar en dos grupos principales: las que se utilizan para cuantificar el tamaño, la forma y la distribución de partículas discretas (mediciones de características) y las relacionadas con la microestructura de la matriz (mediciones de campo) .
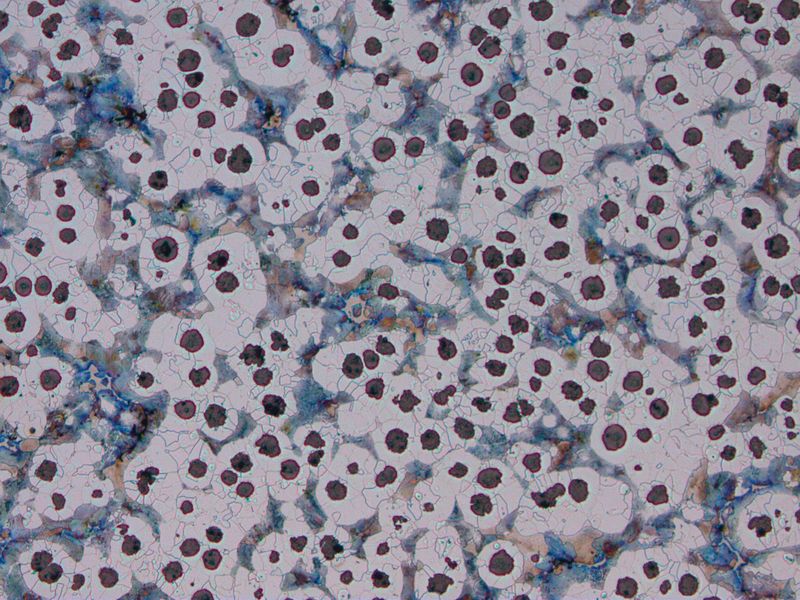
Unos pocos ejemplos del primer grupo serían la determinación del contenido de inclusión del acero, la clasificación del grafito en hierro fundido y la evaluación de la porosidad en un recubrimiento por pulverización térmica o en una parte sinterizada.
¿Cuáles son los tamaños de ciertas características en la aleación y cuántas de estas características existen? ¿Qué cantidad de un constituyente particular está presente en la aleación?
Las aplicaciones comunes de una medición de campo son la determinación del tamaño promedio de grano por intercepción o métodos planimétricos y la estimación de la fracción de volumen de los constituyentes de la microestructura por análisis de fase. Al utilizar el software de análisis de imágenes, se pueden detectar varias fases en un solo campo, cuantificarse y representarse gráficamente. Enviar comentarios Historial Guardadas Comunidad
No solo micro sino también macro.
Las técnicas de examen macroscópico se emplean frecuentemente en el control de calidad rutinario, así como en el análisis de fallas o en estudios de investigación. Estas técnicas son generalmente un preludio a la observación microscópica, pero a veces se usan solas como criterio para la aceptación o el rechazo.
La prueba macroetch es probablemente la herramienta más informativa entre este grupo y se usa ampliamente para la inspección de calidad en muchas etapas del procesamiento o conformado de materiales. Con la ayuda de microscopios estereoscópicos y una gran variedad de modos de iluminación, la macroelección proporciona una visión general del grado de uniformidad de un componente al revelar la falta de homogeneidad en la microestructura de los materiales. Algunos ejemplos son:
Patrones macroestructurales resultantes de la solidificación o el trabajo (patrones de crecimiento, líneas de flujo, bandas, etc.) Profundidad de penetración de la soldadura y zonas afectadas por el calor. Las discontinuidades físicas (porosidad, agrietamiento) debido a la solidificación o trabajo Modificaciones químicas y electroquímicas de la superficie (descarburación, oxidación, corrosión, contaminación). Profundidad de endurecimiento de la caja (endurecimiento de la superficie) en aleaciones o patrones de acero debido a las irregularidades de enfriamiento. Daños causados por rectificado o maquinado incorrecto Efectos térmicos por sobrecalentamiento o fatiga.
Utilizamos cookies para asegurar que damos la mejor experiencia al usuario en nuestra web. Si sigues utilizando este sitio asumiremos que estás de acuerdo.