Cortadora metalográfica automática grande y resistente con construcción integral. Automatización Y estándar. Además de corte para un corte sin quemaduras. Parámetros preestablecidos para mayor coherencia.
Capacidad de corte hasta 130 mm de diámetro
Alimentado por motor de 10 HP, motor trifásico
Diámetro del disco de corte 400 mm (16 ")
Movimiento fácil de usar de 3 ejes (X, Y, Z)
Velocidad del husillo 2200 rpm
Tamaño de la mesa: 400 X 400 mm con ranura en T de 8 mm
Tamaño de la máquina: 1340 mm x 1600 mm x 1800 mm
Sistema de pantalla táctil PLC
Pantalla táctil gráfica avanzada con programación preestablecida y almacenamiento de datos de hasta 25 programas
Puerta corrediza
Ventilación del lado izquierdo (apertura)
Apertura lateral para componentes más largos
Potente LED
Potente luz LED en la cámara de corte para una iluminación clara del proceso de corte
Chorro de lavado
Para limpiar toda el área de corte después de la operación de corte.
Accesorios Opcionales para cortadora metalográfica TEKNICUT L +
Separador magnetico
Filtro magnético para filtrar lodos de refrigerante y enviar aceite refrigerante limpio al tanque de recirculación
Enclavamiento de seguridad de la puerta
Característica de seguridad adicional donde la puerta no se puede abrir a menos que se detenga el proceso de corte
Sistema de marcado de líneas láser
Para conocer de antemano el área de corte exacta
Lavado automático
Para configurar el tiempo requerido y dejar que la máquina se limpie automáticamente, para que pueda ahorrar tiempo de limpieza al operador
Digestor de humos
Esto ayuda a recircular el humo causado al cortar el refrigerante. Da una visión clara sobre el proceso de corte y también evita peligros para la salud humana
Movimiento X
Esto ayuda a mover la muestra y hacer un corte paralelo para obtener una rebanada.
Mesa con movimiento en X para cortadora metalográfica
Bandeja de derrame de refrigerante
Ayuda a cortar muestras extra largas
Bandeja para derrames de refrigerante
Ayuda a cortar muestras extra largas
Bandeja para derrames de refrigerante para cortadora metalográfica
Sistema de velocidad variable
Las RPM de la rueda de corte se pueden variar de 1000-3000 RPM
Loto Switch & Tag out
Durante el mantenimiento y las averías, el interruptor Loto se puede apagar y bloquear con la llave de etiqueta. Esto evita encender la máquina por error y evita daños
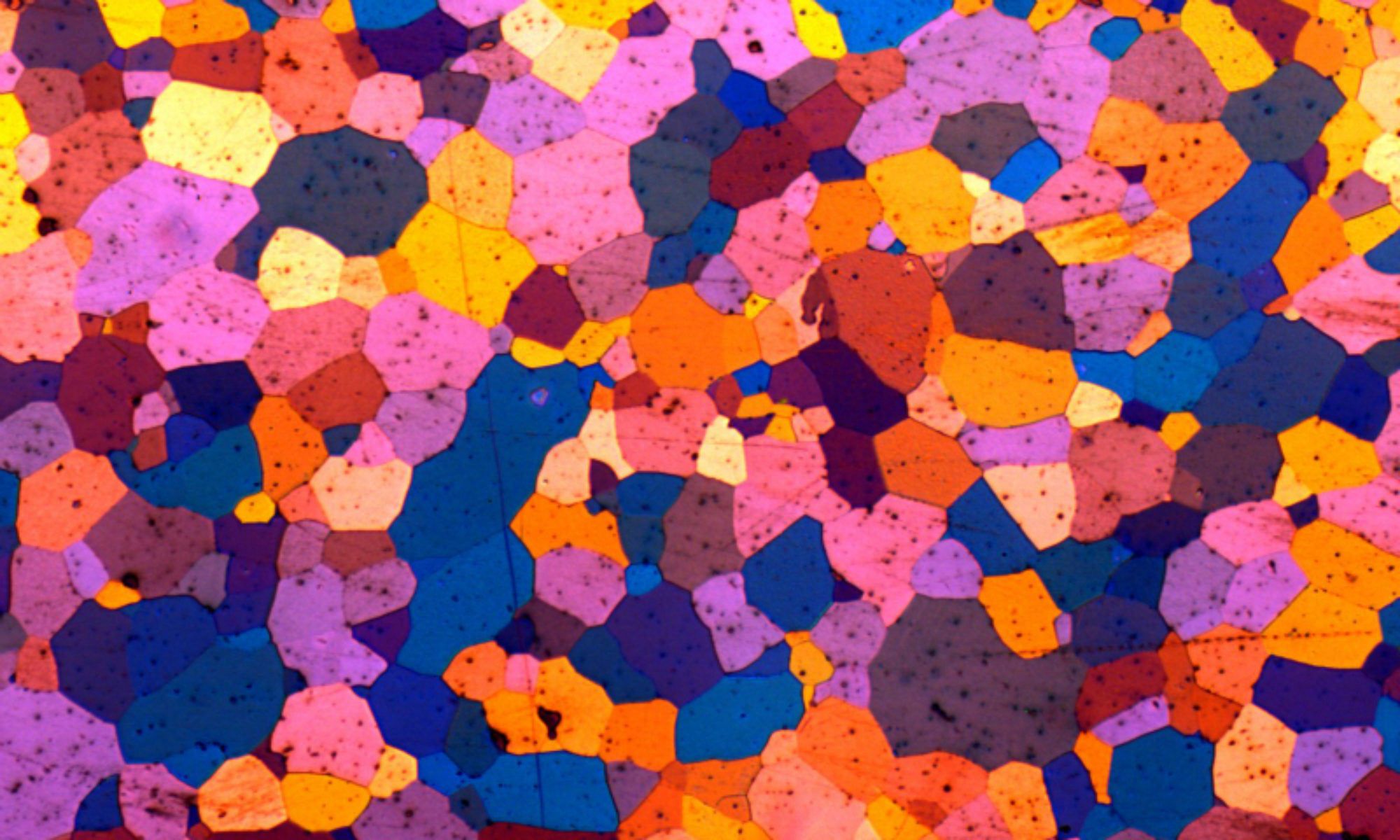
Los metales, excepto en unos pocos casos, son de naturaleza cristalina y, a excepción de los monocristales, contienen límites internos conocidos como límites de grano. Cuando un nuevo grano se nuclea durante el procesamiento (como en la solidificación o el recocido después del trabajo en frío), los átomos dentro de cada grano en crecimiento se alinean en un patrón específico que depende de la estructura cristalina del metal o la aleación. Con el crecimiento, cada grano eventualmente chocará con otros y formará una interfaz donde las orientaciones atómicas son diferentes.
Tamaño de grano en el acero
Ya en el año 1900, era bien sabido que la mayoría de las propiedades mecánicas mejoraban a medida que disminuía el tamaño de los granos. Existen algunas excepciones notables donde se desea una estructura de grano grueso. La composición y el procesamiento de la aleación deben controlarse para lograr el tamaño de grano deseado. Los metalógrafos examinan secciones transversales pulidas de muestras de ubicaciones apropiadas para determinar el tamaño de grano.
Complicaciones: características del grano
La medición del tamaño de grano se complica por varios factores. Primero, el tamaño tridimensional de los granos no es constante y el plano de sección cortará los granos al azar. Así, en una sección transversal observaremos un rango de tamaños, ninguno mayor que la sección transversal del grano más grande muestreado. La forma del grano también varía, particularmente en función del tamaño del grano. Uno de los primeros estudios sobre la forma del grano fue realizado por Lord Kelvin en 1887. Demostró que la forma óptima del grano que llena el espacio, con un área superficial y una tensión superficial mínimas, es un poliedro conocido como tetracaidecaedro, que tiene 14 caras, 24 esquinas y 36 bordes. Si bien esta forma cumple con la mayoría de los criterios de grano, no satisface los ángulos diedros de 120 grados requeridos entre granos donde tres granos adyacentes se encuentran en un borde, a menos que las caras muestren una pequeña curvatura. Otra forma de grano ideal, el dodecaedro pentagonal, concuerda bien con las observaciones de granos, pero no es una forma de relleno de espacio. Tiene doce caras de cinco lados. Sin embargo, debe reconocerse que estamos muestreando granos con una variedad de tamaños y formas. En la mayoría de los casos, los granos observados en un plano de sección transversal pulido exhiben un rango de tamaños alrededor de una media central y las medidas individuales de áreas de grano, diámetros o longitudes de intersección exhiben una distribución normal. En la gran mayoría de los casos, simplemente determinamos el valor medio del tamaño de grano plano, en lugar de la distribución. Hay casos en los que la distribución del tamaño de grano no es normal sino bimodal o "dúplex". También, Nuestras formas de grano se pueden distorsionar mediante procedimientos de procesamiento de modo que se aplanen y / o alarguen. Diferentes formas de productos y diferentes procedimientos de procesamiento pueden producir una variedad de formas de grano no equiaxiales. Esto, por supuesto, influye en nuestra capacidad para medir el tamaño del grano.
Grano Bimodal o Duplex
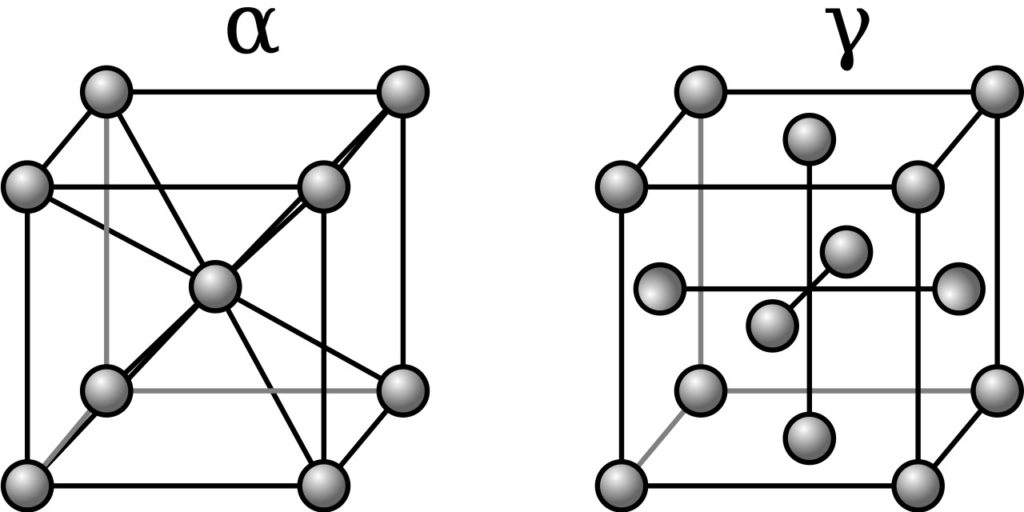
La medición del tamaño de grano también se complica por los diferentes tipos de granos que pueden estar presentes en los metales, aunque sus formas fundamentales son las mismas. Por ejemplo, en metales cúbicos centrados en el cuerpo, como Fe, Mo y Cr, tenemos granos de ferrita; en metales cúbicos de caras centradas, como Al, Ni, Cu y ciertos aceros inoxidables, tenemos granos de austenita. Los granos presentan las mismas formas y se miden de la misma manera, pero debemos tener cuidado al describir qué tipo de granos estamos midiendo. En los metales cúbicos centrados en las caras, podemos observar los llamados límites gemelos dentro de los granos ( ver barra lateral sobre tipos de granos). Sin embargo, las aleaciones de aluminio rara vez presentan gemelos. Cuando hay gemelos presentes, se ignoran si estamos tratando de definir el tamaño de grano. Sin embargo, si estamos tratando de establecer una relación entre la microestructura y las propiedades, por ejemplo, la resistencia, debemos considerar los límites gemelos ya que influyen en el movimiento de dislocación, tal como lo hacen los límites de grano. Por lo tanto, debemos reconocer la intención del trabajo que se está realizando.
Estructura de aluminio y de una aleación de aliminio
En los aceros tratados térmicamente, se reconoce que el tamaño de grano del producto del tratamiento térmico, normalmente martensita, no se mide o no se puede medir. Para el acero con bajo contenido de carbono, la martensita se forma en paquetes dentro de los granos de austenita originales. En martensitas con alto contenido de carbono, no observamos ninguna forma estructural conveniente que pueda medirse. En la mayoría de los casos, tratamos de medir el tamaño de los granos de austenita parentales que se formaron durante el mantenimiento a alta temperatura durante el tratamiento térmico. Esto se conoce normalmente como "tamaño de grano de austenita previa" y se ha correlacionado ampliamente con las propiedades de los aceros tratados térmicamente. El proceso más difícil aquí es el procedimiento de grabado necesario para revelar estos límites anteriores. A veces no se pueden revelar, particularmente en aceros con bajo contenido de carbono. En este caso,
Complicaciones --- Diferentes medidas de tamaño
Otro factor de complicación son las diferentes medidas de tamaño de grano. El método planimétrico, que se describe a continuación, produce el número de granos por milímetro cuadrado de área, N A , a partir del cual podemos calcular el área de grano promedio, A. Es una práctica común tomar la raíz cuadrada de A y llamar a esto el diámetro del grano, d , aunque esto supone que la forma de la sección transversal de los granos es un cuadrado, que no lo es. El método de intersección produce una longitud de intersección media, L 3 ; su relación con N A , A od no está excepcionalmente bien definida. También se han desarrollado una variedad de métodos de distribución del tamaño de grano planar para estimar el número de granos por unidad de volumen, N v, a partir del cual se puede calcular el volumen medio de grano, V. La relación entre estas medidas espaciales de tamaño de grano y las medidas planas anteriores también está mal definida.
Ahora es común expresar los tamaños de grano en términos de una ecuación exponencial simple: (Ecuación 1)
n = 2 G - 1
donde: n = el número de granos por pulgada cuadrada con un aumento de 100X, y G = el número de tamaño de grano de ASTM.
Este enfoque se desarrolló e introdujo en 1951 con el estreno de la norma ASTM E 91, Métodos para estimar el tamaño de grano promedio de metales no ferrosos, distintos del cobre y sus aleaciones. Aunque los valores N A , d o L 3 se habían utilizado durante muchos años como medidas del tamaño de grano, los valores G se adoptaron fácilmente debido a su simplicidad. Como se muestra en la ecuación. 1, podemos relacionar directamente el número de granos por unidad de área con G, pero la relación entre L 3 y G, o N V y G no están tan claramente definidas. Este problema es uno de los muchos que aborda el Comité E4 de ASTM sobre metalografía.
Métodos de medición
Aunque el Comité E-4 se formó en 1916 con el propósito expreso de establecer aumentos estándar para micrografías, su primer estándar, E 2-17T, Métodos de preparación de micrografías de metales y aleaciones, se dedicó en parte a la medición del tamaño de grano. En ese momento se estaban desarrollando dos enfoques básicos para medir el tamaño del grano. En los Estados Unidos en 1894, Albert Sauveur publicó un enfoque "planimétrico", que fue desarrollado por Zay Jeffries con dos publicaciones de 1916. Este enfoque midió el tamaño de grano en términos del número de granos visibles en una sección transversal dentro de un área fija, el número por pulgada cuadrada a 100X, o el número por milímetro cuadrado a 1X, N A. A partir de este valor, se puede calcular el área de la sección transversal promedio de los granos bisecados. Este no es un promedio del área de sección transversal máxima de cada grano porque el plano de sección no interseca cada grano en su ancho máximo.
En Alemania, en 1904, Emil Heyn publicó un enfoque de intercepción para medir el tamaño de grano. En este método, se superponen una o más líneas sobre la estructura con un aumento conocido. La longitud real de la línea se divide por el número de granos interceptados por la línea. Esto da la longitud promedio de la línea dentro de los granos interceptados. Esta longitud de intersección promedio será menor que el diámetro de grano promedio, pero los dos están interrelacionados.
Emil Heyn
Muchos evaluadores de tamaño de grano expresaron la necesidad de formas más simples de estimar el tamaño de grano. En algunos casos, como la eliminación de calor, se requiere la medición del tamaño de grano. En muchos casos, se requiere que G sea 5 o mayor (es decir, "de grano fino"). Por lo tanto, si el tamaño de grano es sustancialmente más fino, es adecuado un método rápido, que puede no ser tan preciso como una medición real. Un método de tabla de comparación con ejemplos de tamaños de grano satisface esta necesidad de manera adecuada, siempre que la distribución del tamaño de grano sea normal. Además, las muestras deben grabarse de la misma manera que se muestra en la tabla. Si el tamaño de grano está cerca del límite de especificación, se prefiere una medición real debido a la precisión mejorada. La primera tabla de comparación de tamaño de grano se introdujo en los Métodos E 2 en su revisión de 1930; este gráfico era para el cobre.
Tenga en cuenta que estos métodos se aplican sobre la superficie pulida de la muestra, es decir, sobre un plano que atraviesa los granos tridimensionales. Por lo tanto, se trata de medidas planas en lugar de espaciales del tamaño de grano. El método planimétrico, o de Jeffries, define el tamaño de grano en términos de la cantidad de granos por unidad de área, el área de grano promedio o el diámetro de grano promedio, mientras que el método de intersección de Heyn lo define en términos de la longitud de intersección promedio. El método de la tabla de comparación expresa el tamaño de grano solo en términos de G, a excepción de las tablas de cobre, que utilizan d .
Evolución de los métodos de prueba E 112
Los métodos E 2-17T tenían solo un poco más de tres páginas y tenían tres secciones: aumentos estándar, lentes y tamaño de grano. La sección de tamaño de grano en realidad no detallaba el método de medición, simplemente sugirió el método a aplicar dependiendo de si los granos eran equiaxiales (método planimétrico de Jeffries) o alargados (método de intercepción de Heyn). La revisión de 1920 de los Métodos E 2 agregó detalles sobre la realización del método de medición planimétrica de Jeffries. La revisión de 1930 de los Métodos E 2 fue testigo de la adición de la primera tabla estándar del Comité E-4, una tabla de tamaño de grano (diez imágenes) para latón, es decir, una estructura austenítica gemela con un grabado de contraste de grano con un aumento de 75X. La tabla fue desarrollada por un comité especial formado el 28 de junio de 1928, que estaba integrado por: CH Davis, presidente (American Brass Co.); Henry S. Rawdon (Estados Unidos Oficina de Normas); Edgar H. Dix, Jr. (Aluminium Co. of America); y Francis F. Lucas (Bell Telephone Laboratories). Los tipos de estructuras de grano se muestran en la barra lateral sobre tipos de grano .
En 1931 se formó un subcomité especial para estudiar las características del grano de los aceros con Clarence J. Tobin (Laboratorio de Investigación de General Motors) como presidente. Decidieron adoptar la prueba de cementación de McQuaid-Ehn para evaluar las características de crecimiento de grano del acero, nuevamente con la ayuda de una tabla de comparación. El método gráfico propuesto fue aprobado como E 19-33T, Clasificación del tamaño de grano de austenita en aceros. En ese momento, el tamaño de grano se definió en términos del número de granos por pulgada cuadrada a 100X; Los números de tamaño de grano ASTM no se introdujeron hasta mucho más tarde. Sin embargo, esta tabla fue criticada por ser inexacta y finalmente se descartó cuando se introdujo E 112, Métodos de prueba para determinar el tamaño promedio de grano.
Oscar E. Harder se hizo cargo de este subcomité especial en 1936, con la idea de revisar la Clasificación E 19 y agregar un método no carburizante. Al año siguiente, el Dr. Marcus A. Grossman (Carnegie-lllinois Steel Co.) asumió el control de este grupo, que se convirtió en Subcomité Vlll (ahora se utilizan números arábigos) sobre tamaño de grano en 1938. Grossman --- famoso por su trabajo sobre templabilidad --- fue presidente del Subcomité Vlll hasta su muerte en 1952. El Subcomité Vlll formó tres secciones (el término grupo de trabajo no se usó en ese momento), referidas como A, B y C. La Sección A fue presidida por Grossman y se preocupó por mejorar la Clasificación E 19 sobre el tamaño de grano de austenita de los aceros. La Sección B fue presidida por R. Earl Penrod (Planta Bethlehem Steel-Johnstown) y debía desarrollar un método y una tabla de clasificación del tamaño de grano de ferrita. La Sección C fue presidida por Carl Samans (American Optical Co., más tarde con Standard Oil Co. de Indiana) y debía desarrollar tablas para metales no ferrosos y aleaciones que no pudieran ser calificadas por la tabla de latón en los Métodos E 2. El tamaño de grano de latón La tabla y la información de medición del tamaño de grano se eliminó de los Métodos E 2 en la revisión de 1949 y esta información se incorporó a una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. of Indiana) y debía desarrollar tablas para metales no ferrosos y aleaciones que no podían ser calificadas por la tabla de latón en los Métodos E 2. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó en una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. of Indiana) y debía desarrollar tablas para metales no ferrosos y aleaciones que no podían ser calificadas por la tabla de latón en los Métodos E 2. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó en una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó a una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. . Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica. La tabla de tamaño de grano de latón y la información de medición del tamaño de grano se eliminaron de los Métodos E 2 en la revisión de 1949 y esta información se incorporó a una nueva norma, E 79-49T, Métodos para estimar el tamaño de grano promedio de cobre forjado y aleaciones a base de cobre. . Se agregaron dos imágenes al gráfico; más tarde, cuando se transfirió a los métodos de prueba E 112, se agregaron dos imágenes más (14 en total). Los métodos E 2 se suspendieron en 1984 cuando se introdujo la E 883, Guía para fotomicrografía metalográfica.
La Sección B produjo E 89-50T, Métodos para estimar el tamaño promedio de grano de ferrita de aceros con bajo contenido de carbono, con un gráfico que muestra una estructura de grano ferrítico revelada por el grabado nital. Esta fue la primera tabla (ocho imágenes) para definir el tamaño de grano en términos de los números de tamaño de grano de ASTM ahora familiares (1 a 8 en esta tabla). Los métodos E 89 también marcaron la primera descripción detallada del método de intercepción de Heyn con ecuaciones y un enfoque de conversión para producir números de tamaño de grano ASTM. Las versiones anteriores de los Métodos E 2 solo daban una descripción general de cómo realizar la prueba de intersección sin interrelación con los resultados del método planimétrico. Sin embargo, los métodos E 89 tuvieron una vida corta y se suspendieron cuando se adoptaron los métodos de prueba E112.
La Sección C produjo E 91-51T, Métodos para estimar el tamaño de grano promedio de metales no ferrosos, distintos del cobre, y sus aleaciones. Consistía en dos gráficos, uno para aleaciones macladas y el otro para aleaciones no macladas; ambos gráficos tenían 17 imágenes con tamaños de grano de 2 a 10. Los métodos E 91 también tuvieron una vida corta, y también se suspendieron cuando se adoptaron los métodos de prueba E 112. Ninguno de los gráficos de los métodos E 91 se incorporó en los métodos de prueba E 112.
El resultado neto fue cuatro estándares (métodos E 19, E 79, E 89 y E 91) que tratan varios aspectos de la medición del tamaño de grano. Se reconoció que los cuatro compartían muchos puntos en común y se creía que podían combinarse en un estándar de tamaño de grano general, de ahí el nacimiento de los métodos de prueba E 112. Sin embargo, la historia de ASTM y la medición del tamaño de grano no termina con el adopción de los métodos de prueba E 112 en 1961. Desde entonces, la norma ha sido revisada nueve veces y actualmente se encuentra bajo un intenso escrutinio para un mayor refinamiento. (Nota para webmasters: E112 ha sido actualizado y reeditado como E112-96e3)
Más allá de los métodos de prueba E 112
Métodos de prueba E 112, una de las normas ASTM más citadas, se ocupa principalmente de la medición del tamaño de grano cuando los granos tienen forma equiaxial, es decir, no deformados, aunque contiene alguna información sobre la medición del tamaño de grano cuando los granos se han alargado mediante el procesamiento. Hay otras situaciones en las que los métodos de prueba E 112 no son útiles y se han desarrollado otras normas. Por ejemplo, es posible que ciertas aleaciones no muestren una distribución uniforme de tamaños de grano. En cambio, una distribución bimodal ( consulte la barra lateral sobre distribuciones de tamaño de grano para ver ejemplos) puede existir; se han observado varios tipos. Dos métodos de prueba estándar de ASTM se ocupan de tales estructuras. El estándar E 930, Métodos de prueba para estimar el grano más grande observado en una sección metalográfica (tamaño de grano ALA), se utiliza para medir el tamaño de un grano inusualmente grande en una distribución de tamaño de grano uniformemente fino, mientras que el estándar E 1181, Métodos de prueba para Caracterización de tamaños de grano dúplex, se utiliza para medir el tamaño de grano cuando la distribución no es normal. Con el crecimiento del análisis de imágenes, se deben establecer métodos de prueba para realizar mediciones y una nueva norma, E 1382, Métodos de prueba para determinar el tamaño de grano promedio utilizando análisis de imagen semiautomático y automático, completó el proceso de votación en 1990.
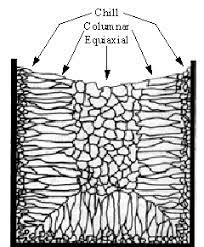
Grano Equiaxial
La escena internacional
El trabajo del Comité E-4 sobre tamaño de grano ha sido seguido de cerca por otros países industriales y la Organización Internacional de Normalización (ISO). Muchos países han adoptado una o más de las tablas de tamaño de grano de los métodos de prueba E 112 de ASTM. Algunos países también han desarrollado tablas muy útiles. Por ejemplo, para calificar las muestras carburizadas de McQuaid-Ehn, la mayoría de los evaluadores estadounidenses graban la matriz perlítica oscura como se muestra en la Placa IV de los Métodos de prueba E 112. Como lo demuestra la barra lateral en las estructuras de grano, es más fácil ver la fase de carburo intergranular si usamos un grabador que oscurece el límite de grano de la cementita. El estándar francés de tamaño de grano, NF A04-102, contiene una tabla de clasificación en la que la cementita del límite del grano se oscureció con picrato de sodio alcalino. El estándar alemán de tamaño de grano SEP 1510 también contiene una tabla muy útil. Ilustra granos no maclados (como los granos de ferrita) que son equiaxiales o deformados (alargados 2 a 1 y 4 a 1) por trabajo en frío. Eq. 1 describí el método utilizado para calcular los números de tamaño de grano de ASTM que, desarrollado en los Estados Unidos a fines de la década de 1940, se basaba en unidades inglesas en lugar de unidades métricas. Los países que utilizaron el sistema métrico en ese momento desarrollaron una ecuación alternativa que produce números de tamaño de grano casi idénticos: (Ecuación 2)
m = 8 (2 Gm )
donde: m = el número de granos por mm 2 en 1 X, y G m = el número de tamaño de grano métrico. G m es ligeramente mayor que G pero la diferencia es insignificante. Eq. 2 se utiliza en los estándares sueco (SIS 11 11 01), italiano (UNI 3245), ruso (GOST 5639), francés (NF A04-102) e ISO (ISO 643).
El estándar alemán (SEP 1510) también usa el sistema métrico, pero se emplea una ecuación diferente: (Ecuación 3)
K = 3,7 + 3,33 Registro (Z)
donde: K = el número de serie de la microfotografía (igual que G), y Z = el número de granos por cm 2 a 100X.
En este caso, K es igual a G. Los estándares japoneses JIS G 0551 y G 0552 también usan el sistema métrico, con una ecuación ligeramente diferente a la Ec. 2 (pero equivalente) que produce los mismos valores que la Ec. 2: (Ecuación 4)
m = 2 (G m + 3 )
donde my G m se definen como antes.
Resumen
El Comité E-4 de ASTM ha sido líder mundial en la estandarización de métodos de medición del tamaño de grano. Inicialmente, los Métodos E 2 recomendaban el método planimétrico efries como el método de medición preferido. Este método es más difícil de aplicar en base a la producción que el método de intercepción debido a la necesidad de marcar los granos a medida que los cuenta para minimizar los errores de conteo. Esto es innecesario con el método de intercepción.
Con la revisión de 1974 de los métodos de prueba E 112, el método de intercepción, modificado por Halle Abrams, se convirtió en la técnica de análisis preferida. El método de intersección de tres círculos, como se describe en los Métodos de prueba E 112 desde 1974, proporciona una estimación más precisa del tamaño de grano en mucho menos tiempo que el requerido por el método planimétrico. En los métodos manuales, es fundamental recomendar el método más eficaz para cualquier medida.
Métodos de prueba E 112 está diseñado para clasificar el tamaño de grano de estructuras de grano equiaxiales con una distribución de tamaño normal; la norma se está revisando actualmente para proporcionar mejores instrucciones para calificar el tamaño de grano de los granos deformados. La E-4 ha introducido otros estándares para manejar la medición de granos ocasionales, muy grandes, presentes en una dispersión de tamaño de grano fino, por lo demás uniforme (E 930, Métodos para estimar el grano más grande observado en una sección metalográfica (tamaño de grano ALA)) o para calificar el tamaño de grano cuando la distribución de tamaño no es normal, por ejemplo, bimodal o "dúplex" (E 1181, Métodos para caracterizar tamaños de grano dúplex). El Comité E-4 ha desarrollado recientemente un estándar de tamaño de grano para las clasificaciones realizadas con analizadores de imágenes semiautomáticos o automáticos (E 1382, Métodos de prueba para determinar el tamaño medio de grano mediante análisis de imagen semiautomático y automático). Ninguna otra organización de redacción de normas ha desarrollado normas similares a los métodos E 930, los métodos E 1181 o los métodos de prueba E1382.
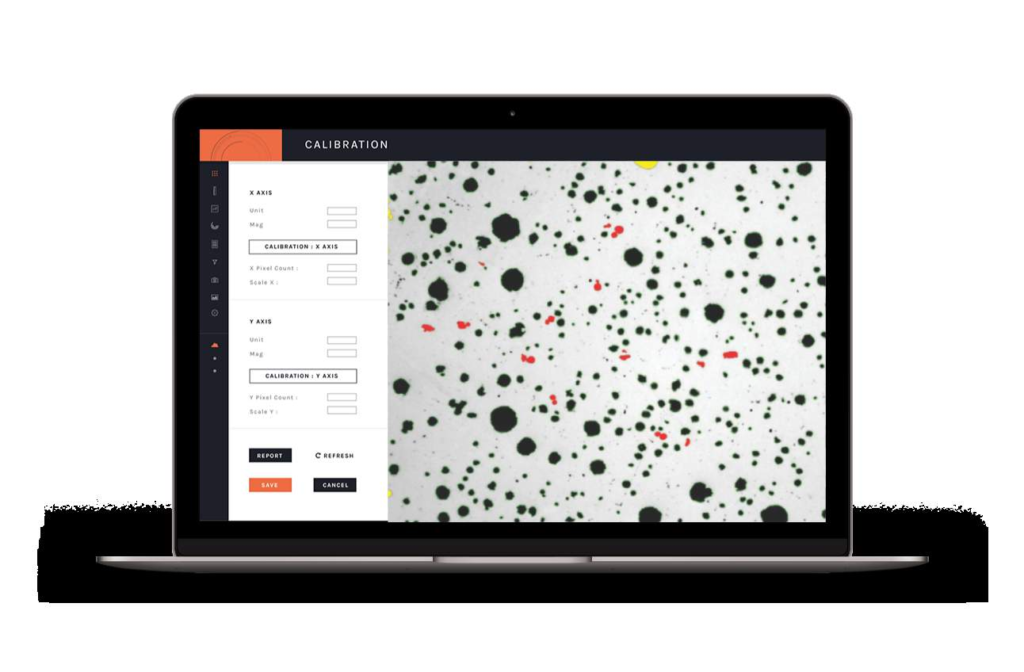
TEKNISOFT MET es una solución cuantitativa integral para estudios metalográficos. Los módulos de software disponibles cumplen con todos los estándares nacionales e internacionales equivalentes.
Software para metalografia TEKNISOFT MET
Segmentación: se detecta fase y se estima su área en base a su escala de grises. Se delinean varias fases y se muestran superposiciones de colores en el mismo campo del histograma.
Grafito laminar: El programa cuantitativo automático de un botón proporciona la longitud del grafito y su clase de tamaño designada por números del 1 al 8, sobre la base de la norma A 247 ASTM. El tipo de grafito se designa con letras mayúsculas de la A a la E y se informa sobre la base de su orientación.
Porosidad: De acuerdo con ASTM B 276, la fase oscura de la porosidad se detecta en el plano de bits rojo. El número total de poros se cuenta con mínimo y máximo. Sobre la base del recuento, se informa el tamaño medio de los poros.
Espesor del recubrimiento: Cuatro métodos cubren la medición del espesor local del recubrimiento de metal y óxidos a través de métodos interactivos o automatizados. Estos métodos están disponibles para espesores rectos, curvos y circulares. El software sigue el método industrial ASTM E 1077.
Esferoidización: el asistente evalúa automáticamente el factor de forma de la perlita en las placas de metal.
Grafito esferoidal: el programa separa los nódulos de los no nódulos en función de su esfericidad. El tamaño se designa con los números arábigos del 1 al 8 y se forma con los números del I al VI. Los nódulos por mm2, ferrita, perlita, grafito, carburo se informan en la muestra recuperada.
Tamaño de grano:El método tiene la opción de varios tipos de análisis, a saber: Jeffries planimétrico, recuento planimétrico, intercepción lineal de Heyns, tres círculos de Abrams y ALA de acuerdo con los métodos ASTM E 112. El asistente informa el número de grano y la longitud media de la intersección con alta precisión.
Descarburación: el módulo proporciona la medición de la descarburación total / parcial de la superficie del acero. El método sigue ASTM E 1077-91.
Inclusión no metálica: el método de prueba requiere un campo de 0,5 mm. La expresión de los resultados se encuentra en el Grupo A, B, C, D junto con la segmentación de delgado / grueso y su nivel de severidad según ASTM E 45.
Los granos martensíticos son difíciles de analizar
La martensita, una de las estructuras de acero más duras, se forma cuando la austenita se enfría rápidamente a baja temperatura. Esto evita la difusión de carbono y la formación de perlita o bainita [ 1 ] pero crea placas delgadas o morfologías de listones [ 2 ]. Las características específicas de esta microestructura hacen que el análisis óptico de granos martensíticos sea un desafío.
Los granos martensíticos se vuelven más finos a medida que aumenta el contenido de carbono, cambiando de la morfología de listones a placas [ 3 ]. Sin embargo, esto reduce las formas estructurales distintivas, lo que obliga a los médicos a medir el tamaño de los granos de austenita anteriores para interpretar la transformación martensítica y optimizar las condiciones del tratamiento térmico [ 3 ]. Además, en los aceros con bajo contenido de carbono, el procedimiento de grabado no puede revelar muy bien los límites previos de austenita, lo que lleva a los laboratorios a depender a menudo del ojo humano para distinguir y clasificar los granos martensíticos.
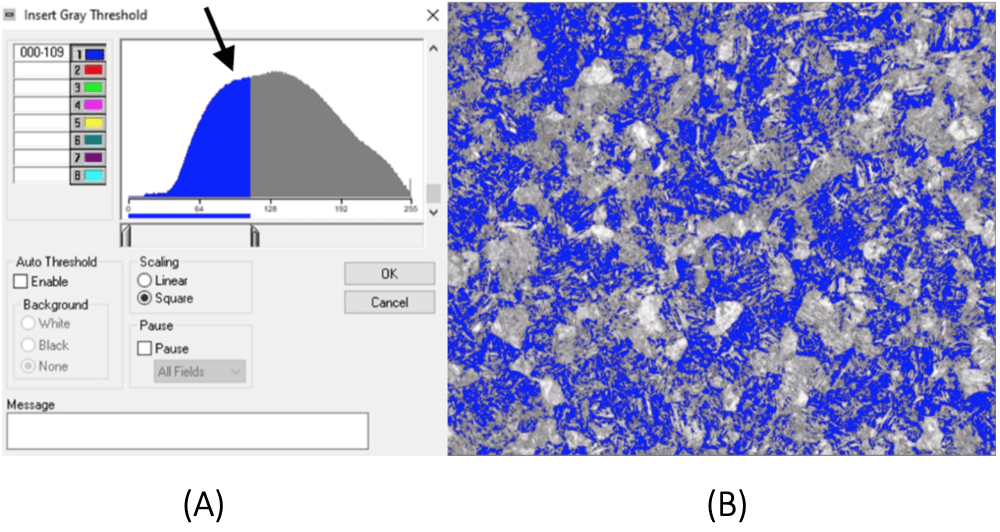
Para empeorar las cosas, la técnica de umbralización común utilizada en el software de análisis de imágenes automatizado no es satisfactoria para este tipo de imagen ( Fig. 1 ). En el umbral de nivel de gris, usamos la distribución de valores de píxeles en una imagen en blanco y negro y seleccionamos un valor de píxel, o umbral, para separar de manera óptima dos grupos de píxeles. Por lo tanto, este método funciona mejor con fases claramente definidas que forman picos separables en la distribución de valores de píxeles. Pero en superficies martensíticas, los niveles de gris pueden distribuirse sin picos distintos ( Fig. 1a ), o los granos pueden contener una mezcla de ambos grupos de píxeles. Esto hace que la creación de umbrales sea ineficaz para dividir o segmentar la imagen en regiones de granulado de interés ( Fig. 1b ).
Diagrama de Fases martensita
Las propiedades especiales de la microestructura martensítica hacen que sus granos se vean diferentes entre sí y en diferentes imágenes. Nuestro algoritmo funciona fuera de la caja, sin requerir una anotación laboriosa de estos granos variables o conocimiento a priori sobre sus tipos y número. Por lo tanto, el método no es específico para un tipo especial de superficie y se puede aplicar con éxito a diferentes estructuras martensíticas ajustando algunos parámetros. Esto también significa que el método puede rastrear cualquier cambio microestructural inesperado en la línea de producción de un día a otro.
La técnica es computacionalmente eficiente, lo que permite una rápida identificación de granos martensíticos y, por lo tanto, es de alto rendimiento y adecuada para análisis en tiempo real. Debido a la facilidad de uso y la ausencia de criterios que dependen del usuario, como un umbral, el método minimiza la variabilidad entre operadores y aumenta la reproducibilidad. Nuestro método también es resistente a la variabilidad en los factores de adquisición de imágenes, como la iluminación.
Referencias
[1] WD Callister y DG Rethwisch, Ciencia e ingeniería de materiales: introducción, octava edición, Wiley Global Education, Nueva York, 2009
[2] H. Bhadeshia y R. Honeycombe, Aceros: microestructura y propiedades 4a edición, Elsevier Ltd, 2017
Utilizamos cookies para asegurar que damos la mejor experiencia al usuario en nuestra web. Si sigues utilizando este sitio asumiremos que estás de acuerdo.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}